-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда говорят про алюминиевую дверь заводы, сразу представляют конвейеры с готовыми коробками. А на деле — половина проблем в термовставках, которые никто не видит. Помню, как на объекте в Краснодаре пришлось переделывать партию из-за неправильного армирования профиля. Заказчик думал, что мы просто собрали брак, а дело было в том, что завод-поставщик сэкономил на полиамидных вставках.
Вот смотрите — берем стандартный профиль от того же завода алюминиевых дверей в Подмосковье. Вроде бы все по ГОСТу, но когда начинаешь резать образец, видишь: толщина стенки неравномерная, особенно в угловых зонах. Это потом вылезет при перепадах температур. Мы в 2019 году специально возили образцы в лабораторию НИИСФ — оказалось, проблема в скорости экструзии.
Кстати, про алюминиевые двери заводы часто умалчивают про обработку стыков. Немцы, например, используют фрезеровку под 45 градусов с одновременной пазовкой, а у нас до сих пор ручной запил встречается. Реальный случай: на объекте 'Лахта Центра' пришлось экранировать швы специальной лентой, потому что завод-изготовитель не предусмотрел компенсационные зазоры.
Или вот — покрытия. Порошковая краска это конечно стандарт, но когда видишь как на заводе алюминиевых конструкций в Татарстане делают анодирование... Там же технология старая, еще советская, с электролитом на основе серной кислоты. Результат — неравномерный блеск через полгода эксплуатации. Мы сейчас перешли на комбинированную обработку: сначала хромовое пассивирование, потом эпоксидный грунт.
С транспортировкой готовых изделий всегда проблемы. Особенно с дверьми нестандартных размеров. Помню, для бизнес-центра в Сибири делали конструкции 2,7 метра высотой — три машины пришлось заказывать, потому что один завод алюминиевых профилей не смог обеспечить правильную упаковку. Ребра жесткости погнулись при погрузке, хотя по документам все соответствовало нормам.
Тут еще важно как организовано хранение на территории завода. Видел как на одном производстве в Ленобласти готовые двери стояли под открытым небом — конденсат собирался в замковых механизмах. Потом заказчики жаловались на заедание ригелей. Сейчас мы требуем обязательные фото складских помещений перед заключением контракта.
Кстати, про алюминиевые двери заводы китайские часто критикуют, но у них как раз с логистикой лучше. Тот же SINDRE — у них в договоре прописана специальная фурнитурная упаковка с климатическими индикаторами. Правда, есть нюанс: при морских перевозках нужно дополнительное силиконовое покрытие для защиты от солевого тумана.
Вот что действительно редко учитывают — это поведение конструкции в разных климатических зонах. В Сочи, например, проблемы с коррозией крепежа из-за высокой влажности. Пришлось разрабатывать специальный монтажный узел с диэлектрическими прокладками. Стандартные решения завода алюминиевых дверей здесь не работают.
Еще пример — анкерное крепление. Большинство заводов дает типовые схемы, но когда делаешь монтаж в панельном доме советской постройки... Там же стены неоднородные, пустоты встречаются. Пришлось с инженерами SINDRE отдельно прорабатывать систему плавающих креплений с компенсаторами.
Или температурные швы — вроде бы элементарно, но сколько объектов испорчено из-за неправильного расчета! На одном из объектов в Казани пришлось демонтировать уже установленные двери — заводской технолог не учел линейное расширение профиля при сезонных колебаниях. Теперь всегда требуем тепловые расчеты для каждого региона.
С замками отдельная история. Многие алюминиевые двери заводы предлагают 'базовые комплектации' с турецкой фурнитурой. А потом удивляются, почему через 2000 циклов начинает люфтить ручка. Мы после серии тестов остановились на немецких системах, хоть и дороже на 30-40%. Но зато на объекте в Ростове двери уже пятый год работают без нареканий.
Интересный момент с петлями — европейские производители давно перешли на скрытые подшипниковые системы, а у нас многие заводы до сих пор используют открытые карточные петли. Аргументируют это 'ремонтопригодностью', но на практике просто не хотят перенастраивать оборудование.
Кстати, про завод алюминиевых конструкций SINDRE — они как раз внедрили итальянскую систему тестирования фурнитуры. Цикличность проверяют не по ГОСТу (50 000 циклов), а по европейским нормам — 100 000. Но есть нюанс: их замки требуют специальной смазки, которую нужно заказывать отдельно.
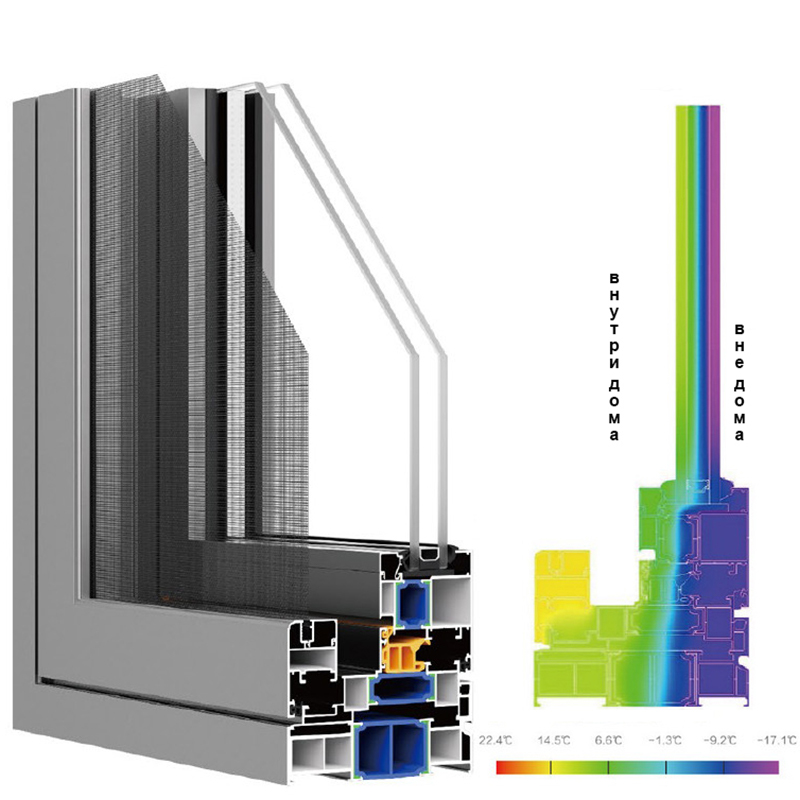
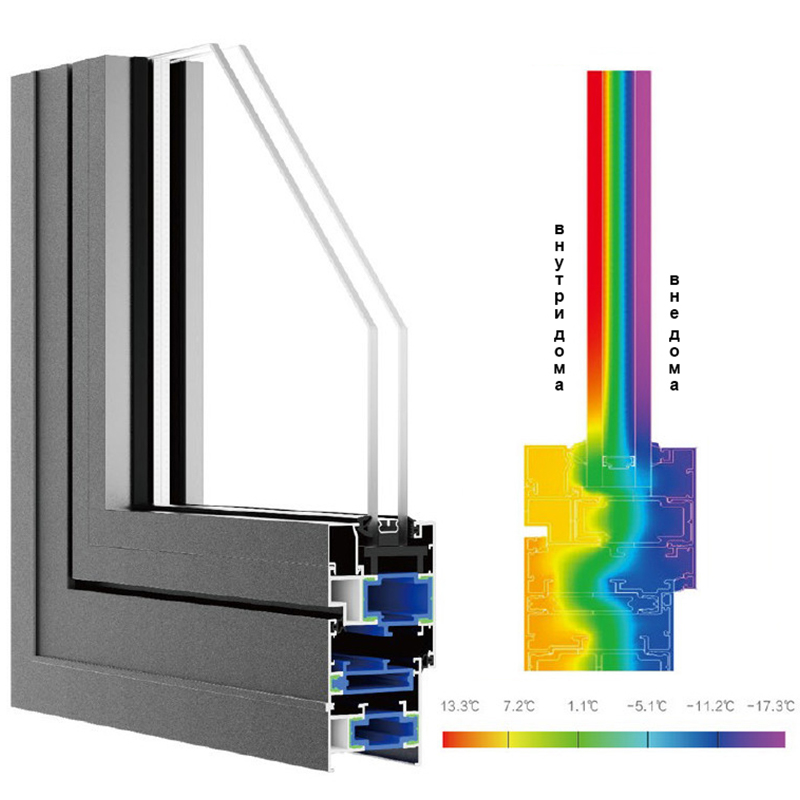
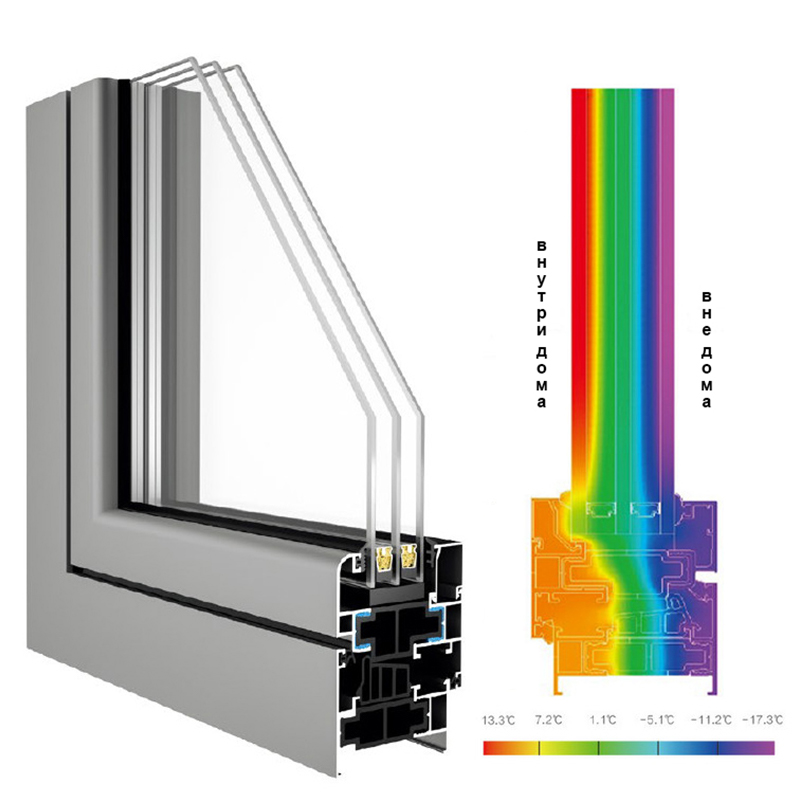
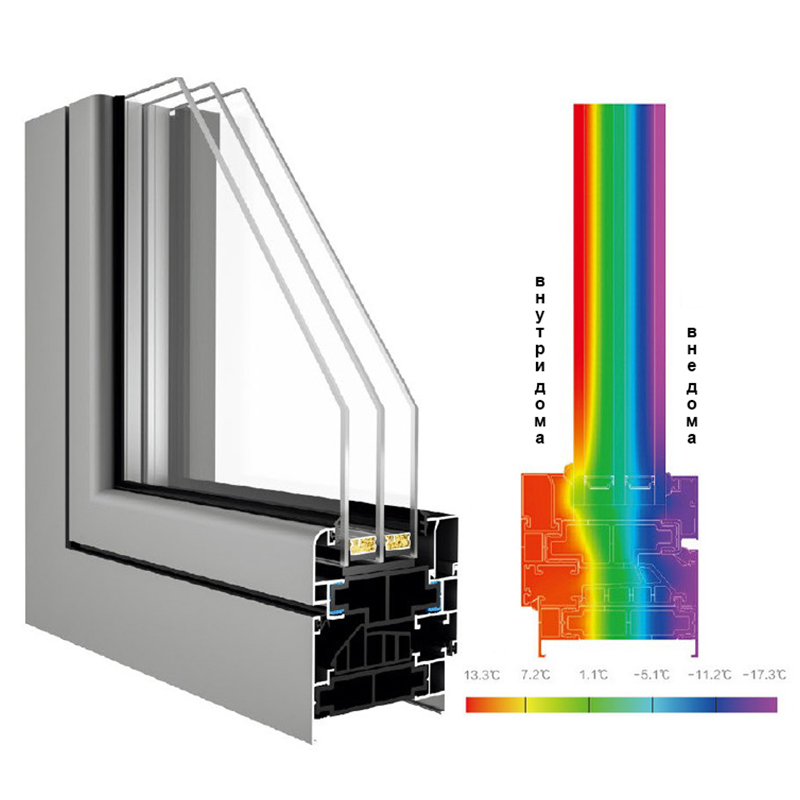
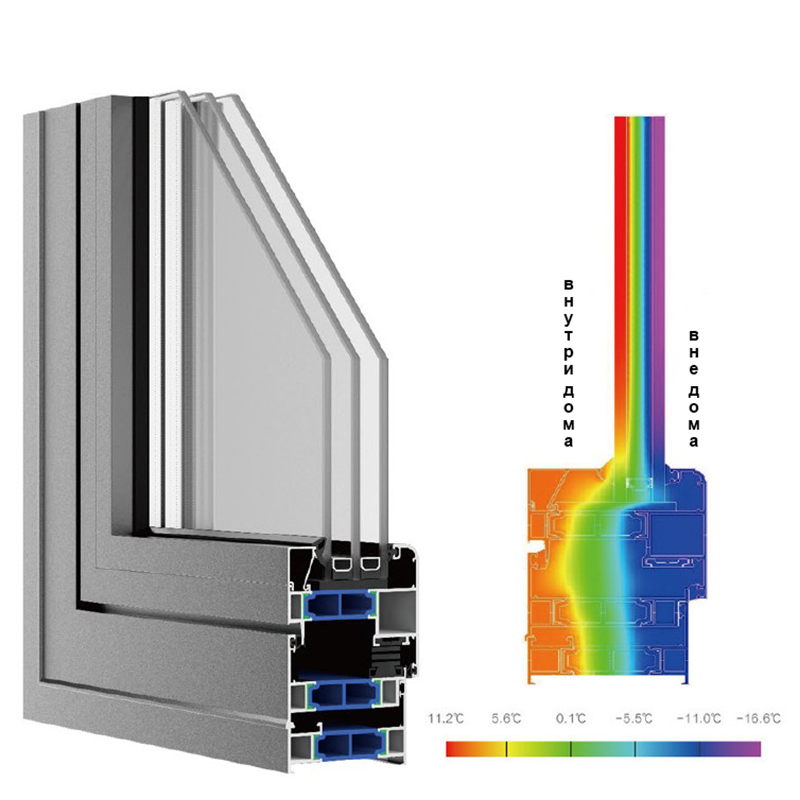
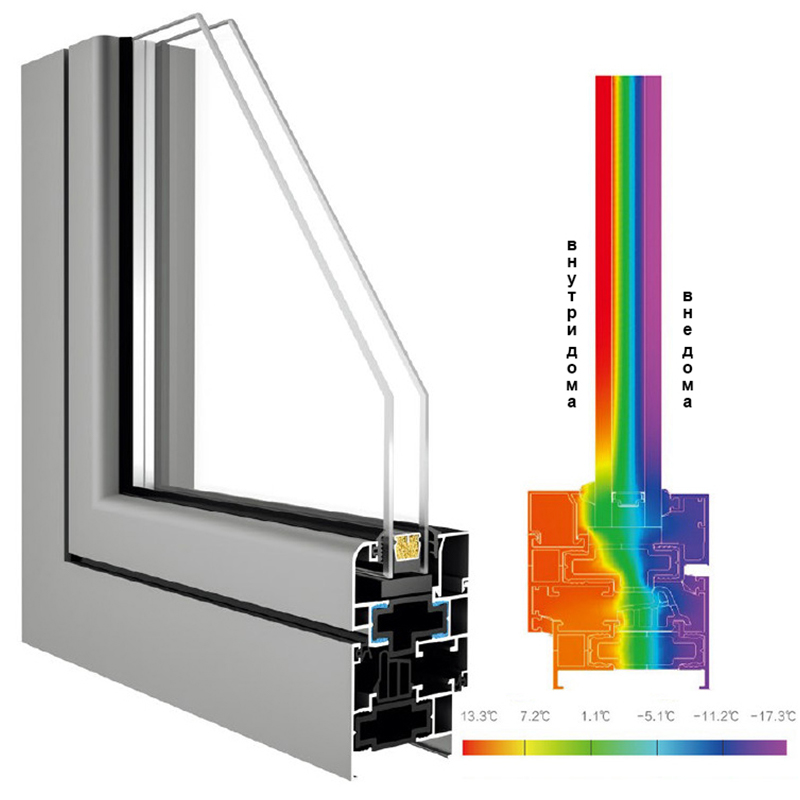
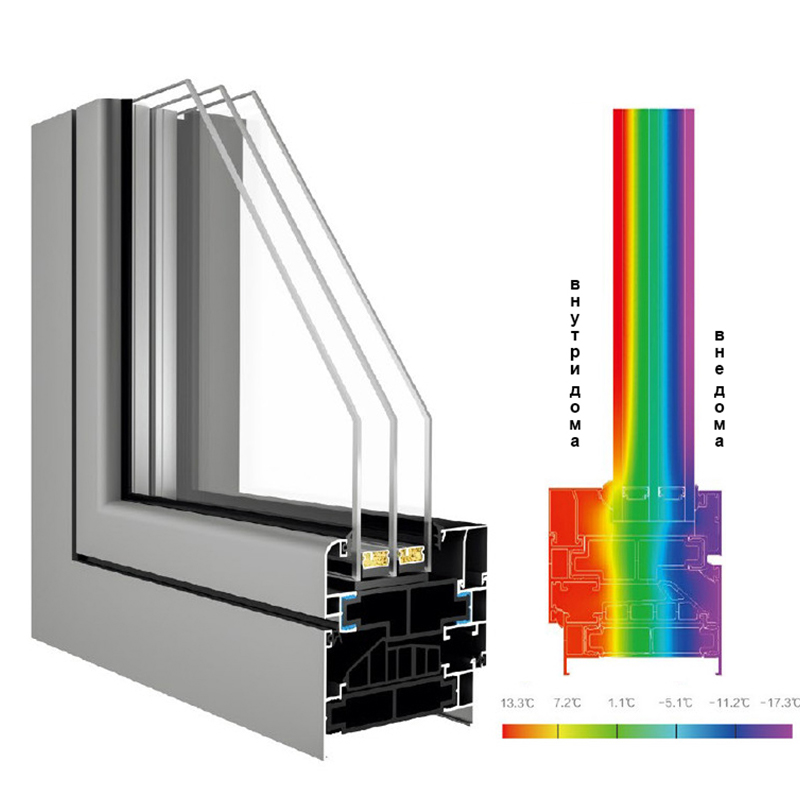
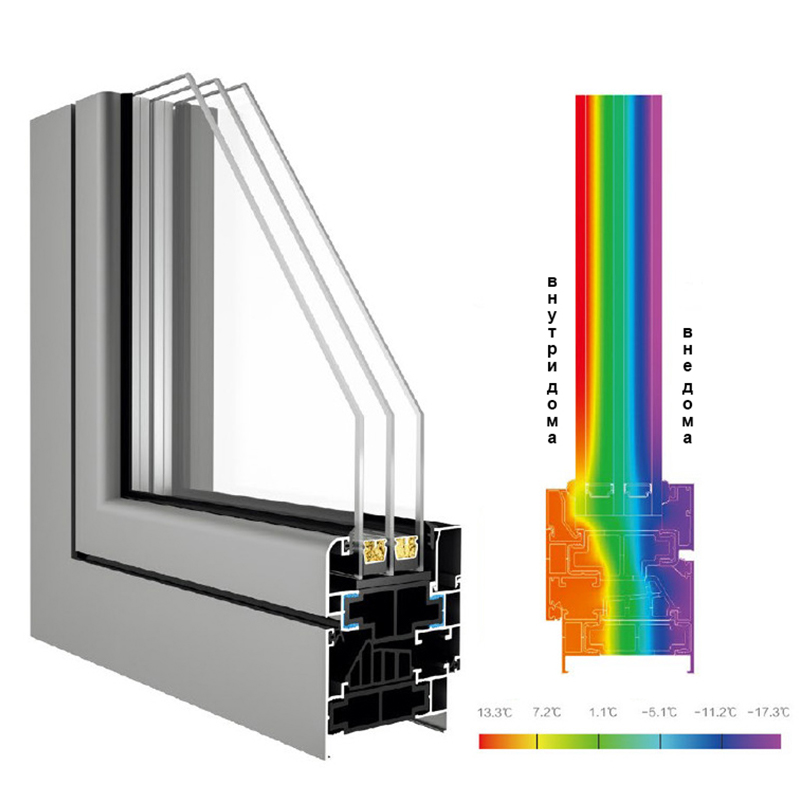
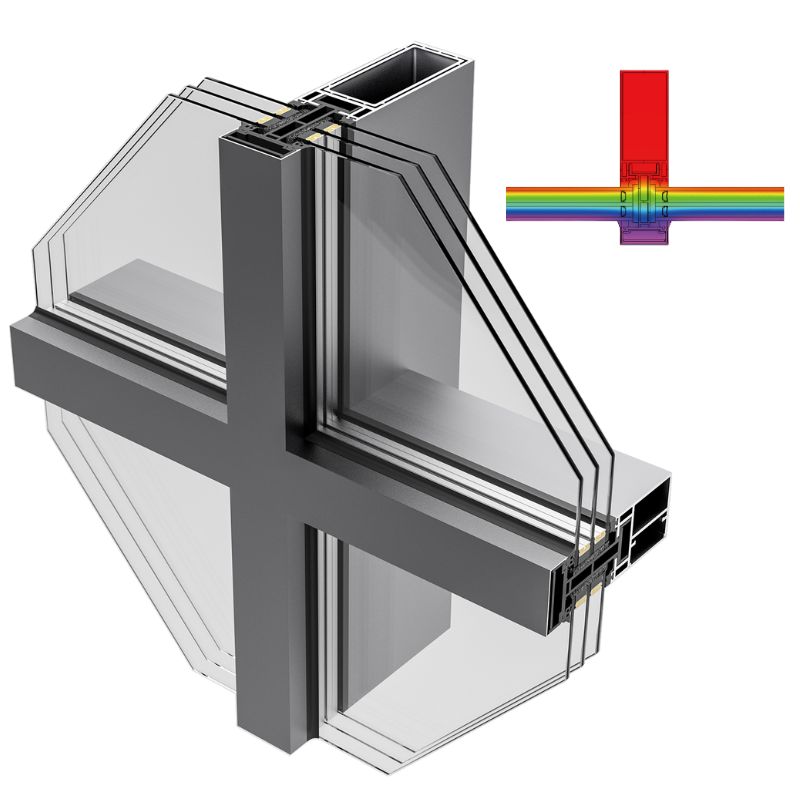
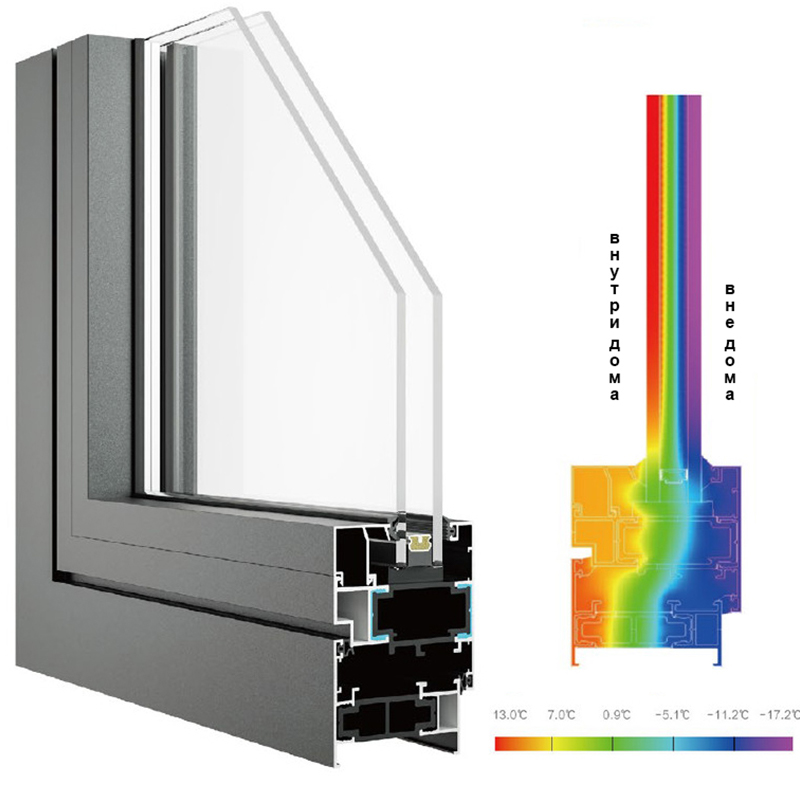
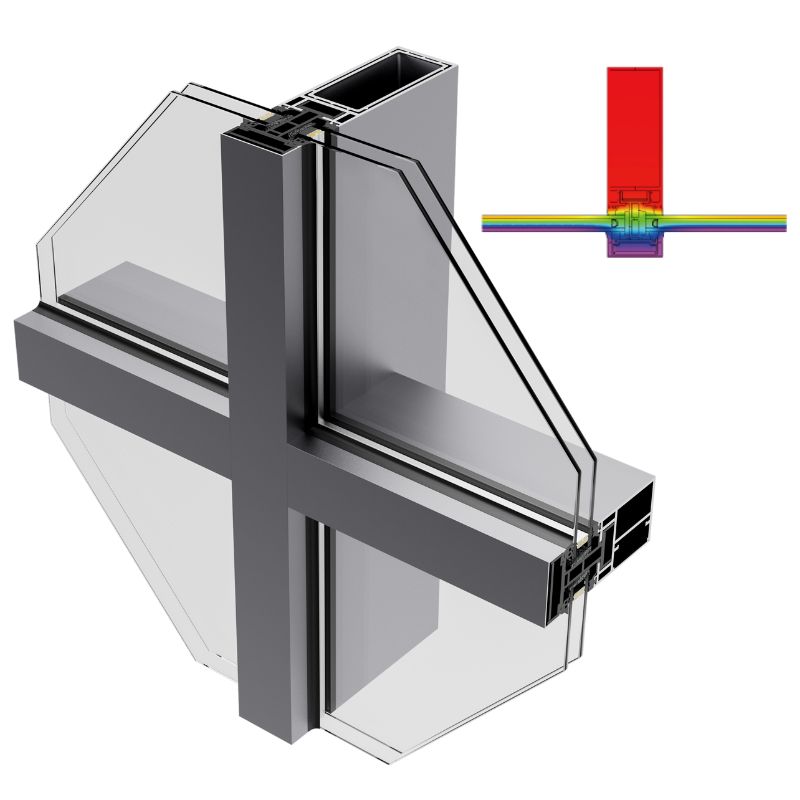
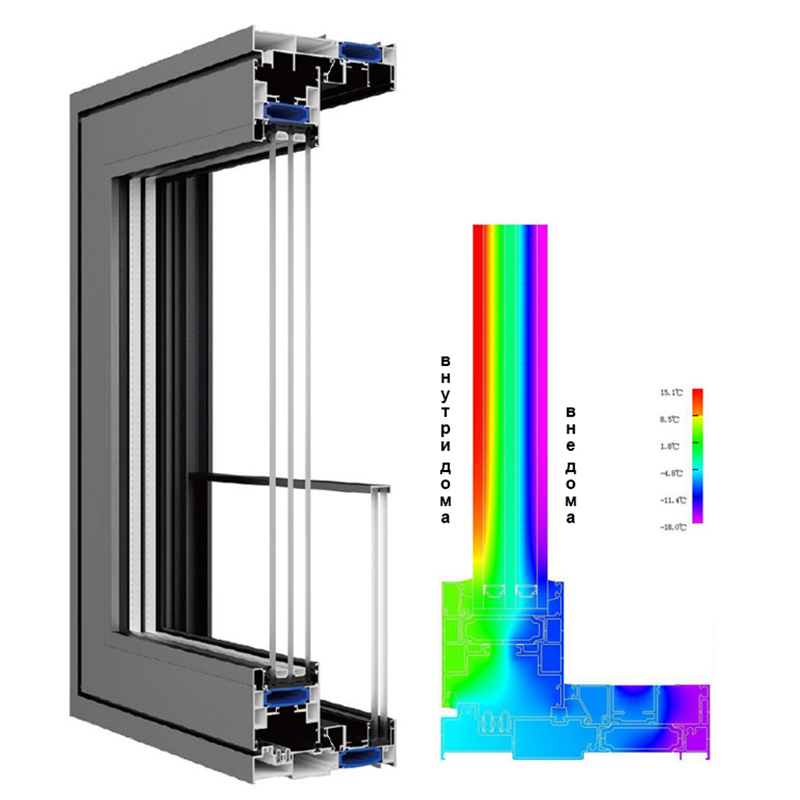
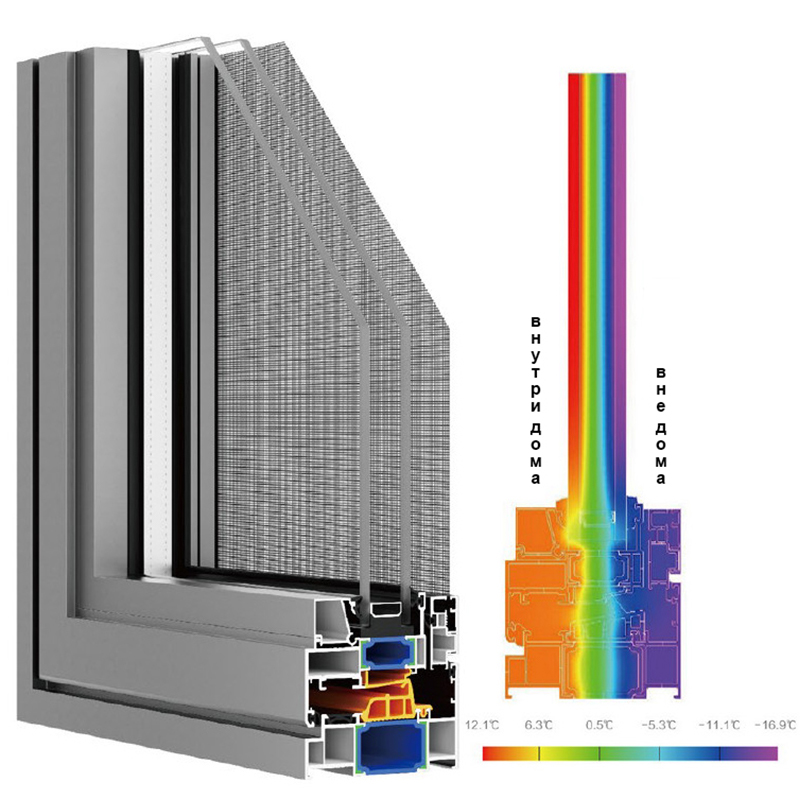
Вот где действительно видна разница между заводами — в подходе к теплозащите. Стандартное заполнение пенополиуретаном — это вчерашний день. Сейчас передовые производства типа того же завода алюминиевых профилей SINDRE используют камерную систему с аэрогелем. Правда, стоимость возрастает на 25%, но для северных регионов это единственный вариант.
Замеряли как-то теплопотери на объекте в Якутске — так там разница между дверьми с обычным и улучшенным терморазрывом составила почти 40%. Причем интересно: сам профиль был одинаковый, а вот наполнение разное. Завод-изготовитель сначала не поверил нашим замерам, пока не приехал их технолог с оборудованием.
Еще про алюминиевые двери заводы часто забывают про притворы. Казалось бы, мелочь — но именно через неплотные притворы уходит до 30% тепла. Мы сейчас всегда требуем тройной контур уплотнения, даже если заказчик пытается сэкономить. Опыт показал — через год он все равно вернется с просьбой 'утеплить'.
Смотрю на новые разработки — все больше заводов переходит на композитные решения. Тот же SINDRE анонсировал профиль с углеродным армированием. В теории — прочность выше при меньшем весе. Но на практике пока вижу только лабораторные образцы. Для массового производства нужно лет пять как минимум.
Интересно, что китайские производители сейчас активно развивают направление 'умных' дверей. Но там проблема совместимости с нашими системами контроля доступа. Пришлось на одном объекте полностью менять электронную начинку — заводские контроллеры не выдерживали перепадов напряжения.
В целом, рынок алюминиевых дверей заводов движется в сторону индивидуальных решений. Уже не работает подход 'один профиль на все случаи'. Приходится для каждого объекта делать отдельные расчеты, и здесь выигрывают те производства, где сохранились инженерные отделы, а не только отделы продаж.

.jpg)