-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь про алюминиевые офисные двери, сразу представляешь штамповку типовых моделей. Но на деле — это целая цепочка от сплава до установки, где каждый этап влияет на итог. Многие заказчики до сих пор путают литьё с экструзией, а потом удивляются, почему фурнитура не держит нагрузку.
Начнём с экструзии. Видел, как на алюминиевые офисные двери заводы везут слитки сплава 6060 — казалось бы, стандарт. Но если температура пресса хоть на 10°C уйдёт от нормы, профиль получится с внутренними напряжениями. Через полгода такие двери начинает ?вести? на солнечной стороне здания.
Особенно критична подготовка поверхности. Однажды наблюдал, как экономия на обезжиривающем составе привела к отслоению порошкового покрытия на партии дверей для бизнес-центра. Пришлось демонтировать 17 уже установленных конструкций — убытки превысили выгоду втрое.
Сборка — отдельная история. Современные алюминиевые офисные двери требуют точной подгонки штапиков и притворов. Автоматизированные линии хороши, но без оператора с калибровочными шаблонами всё равно не обойтись. Особенно когда речь идёт о дверях нестандартных размеров.
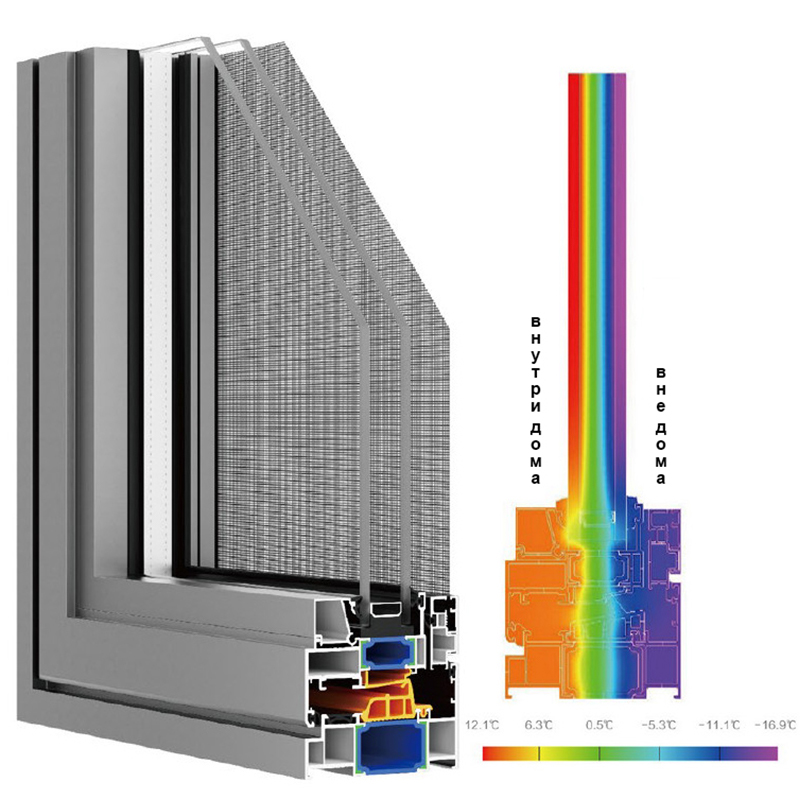
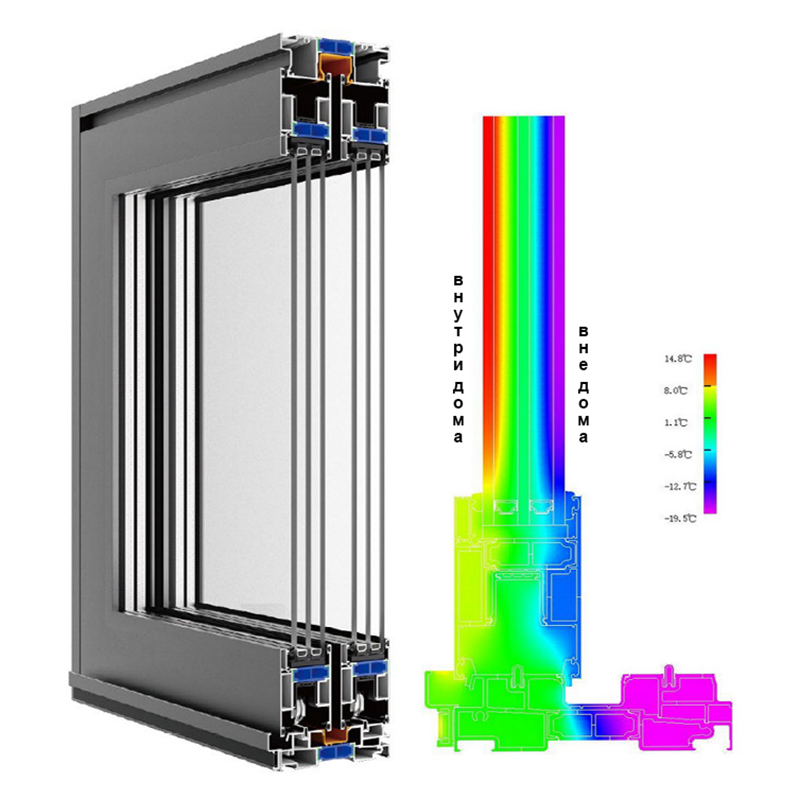
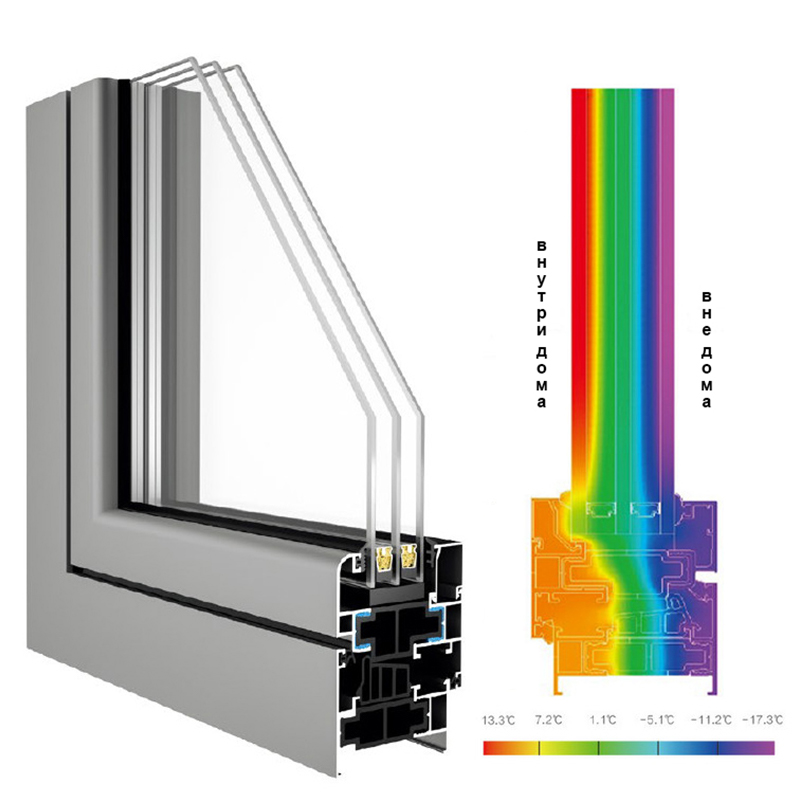
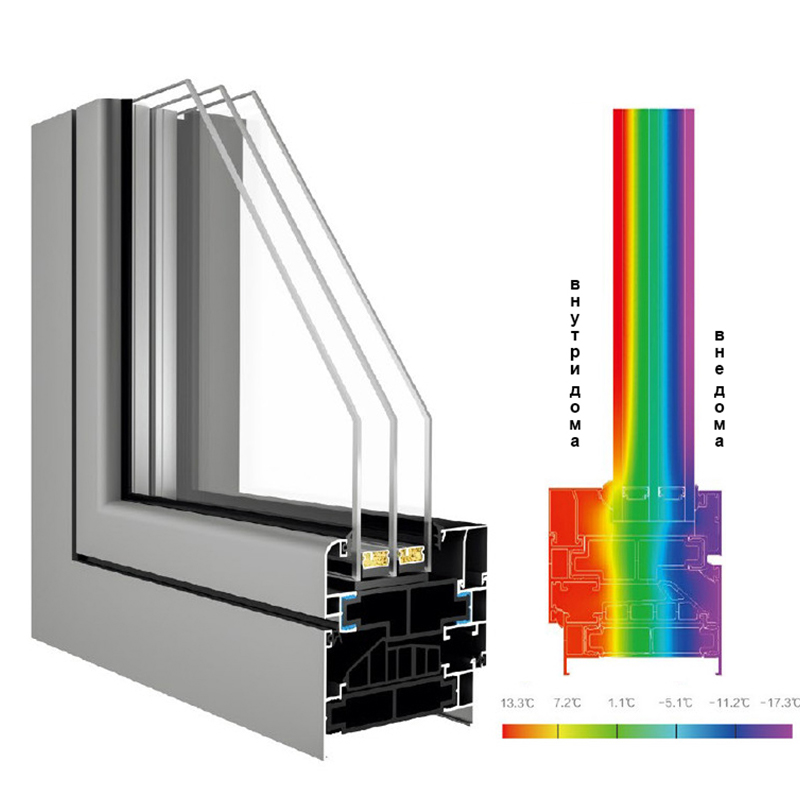
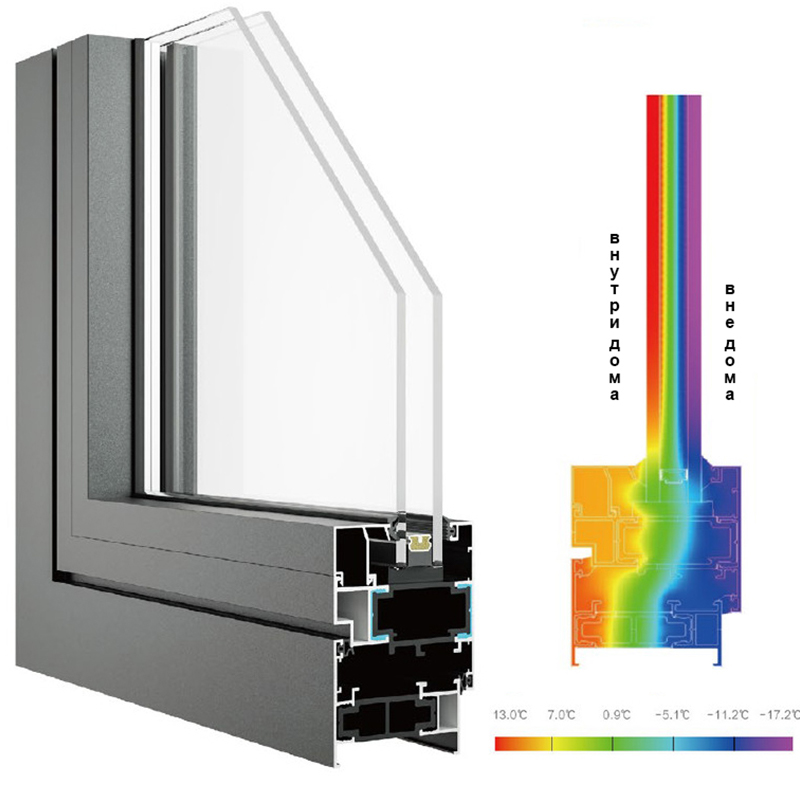
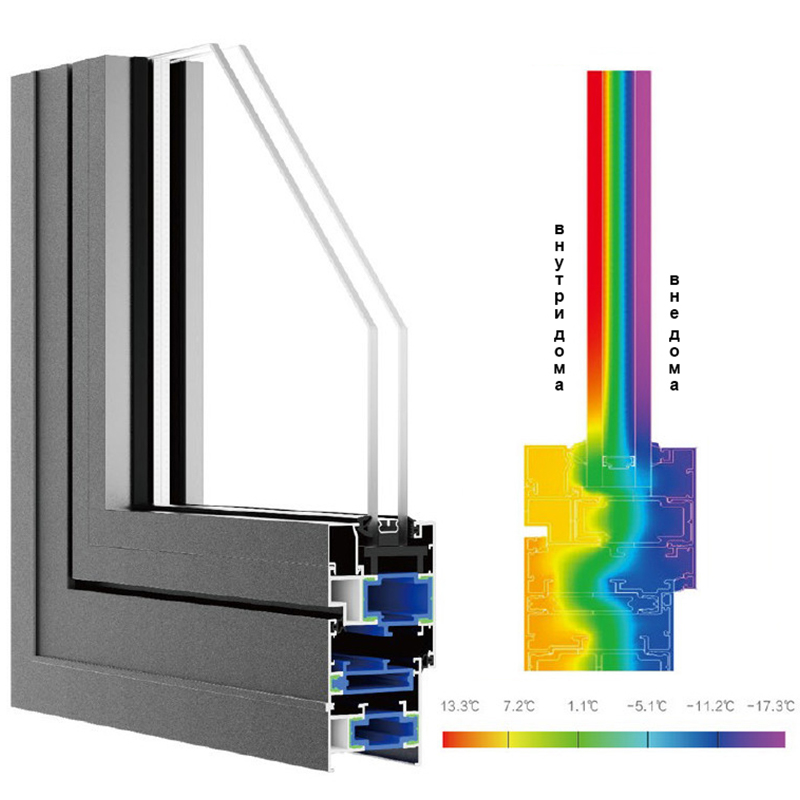
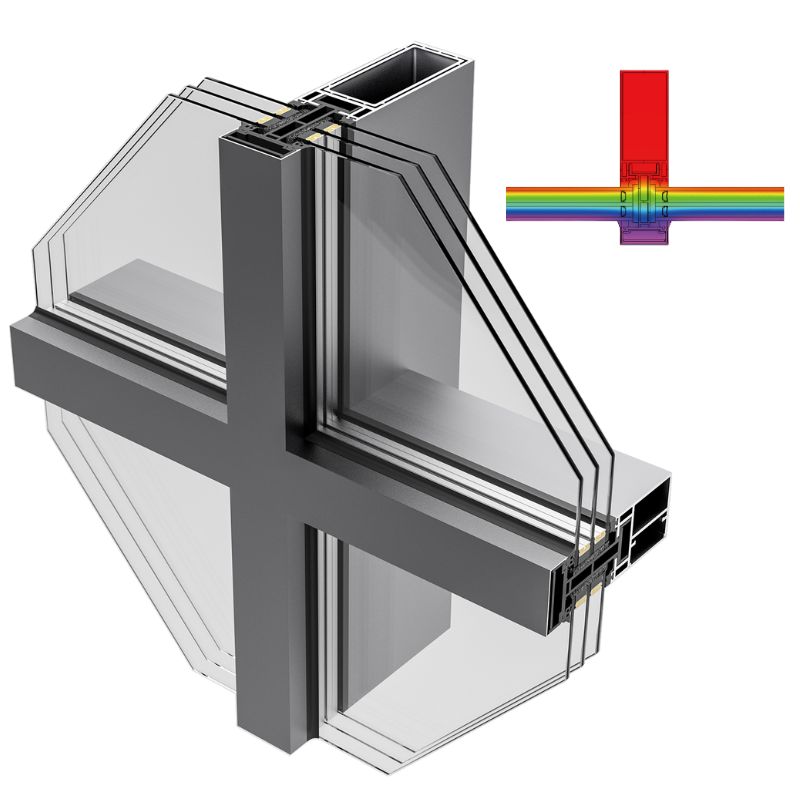
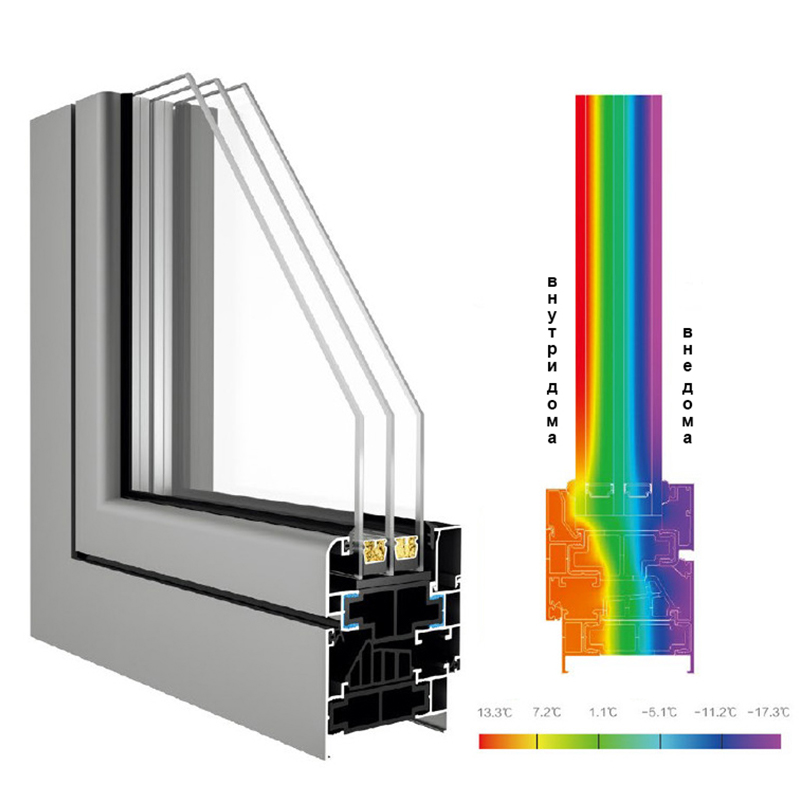
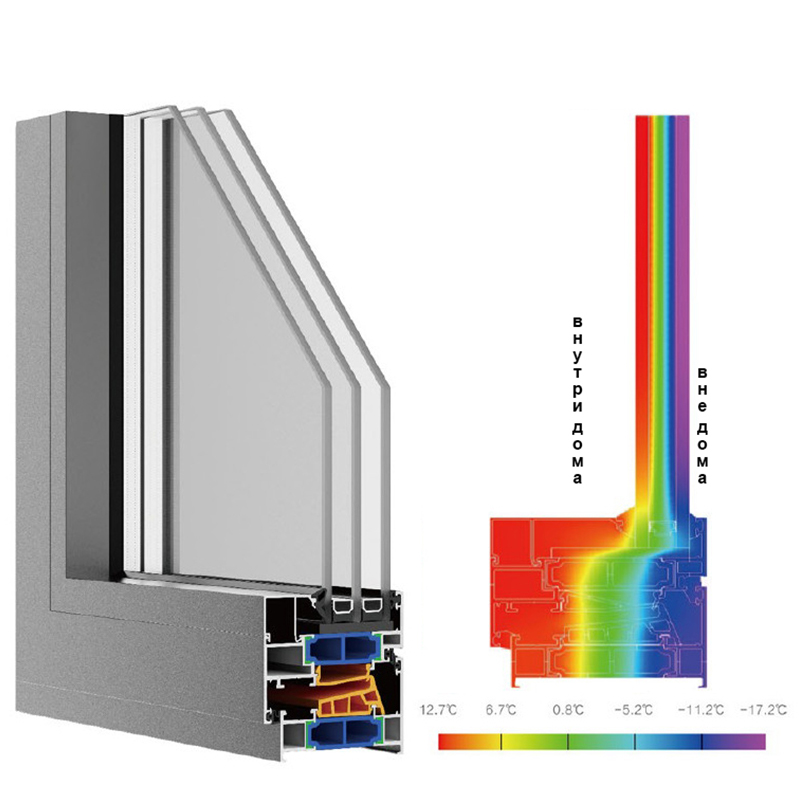
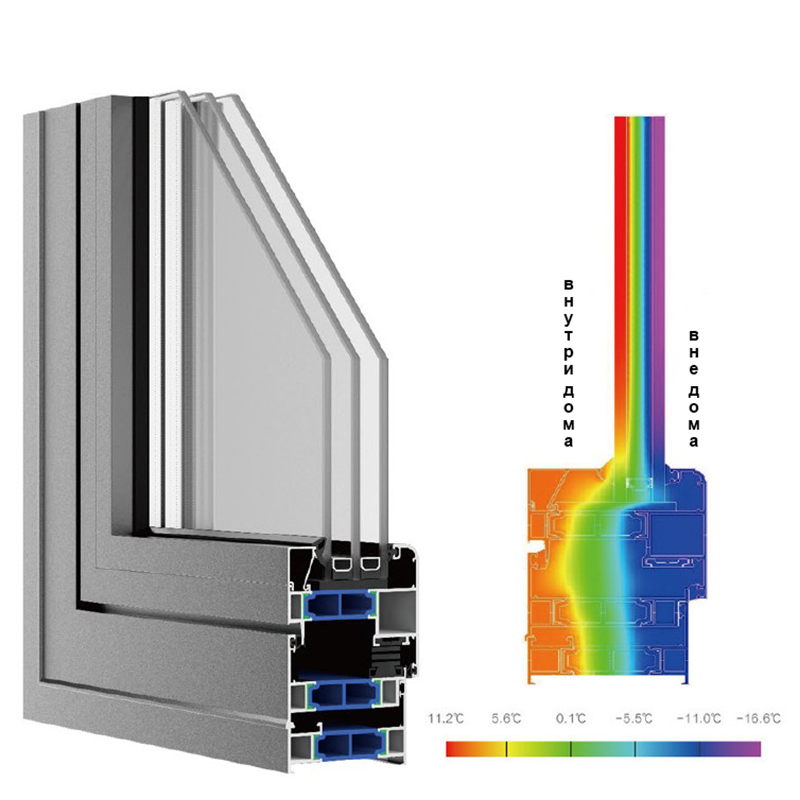
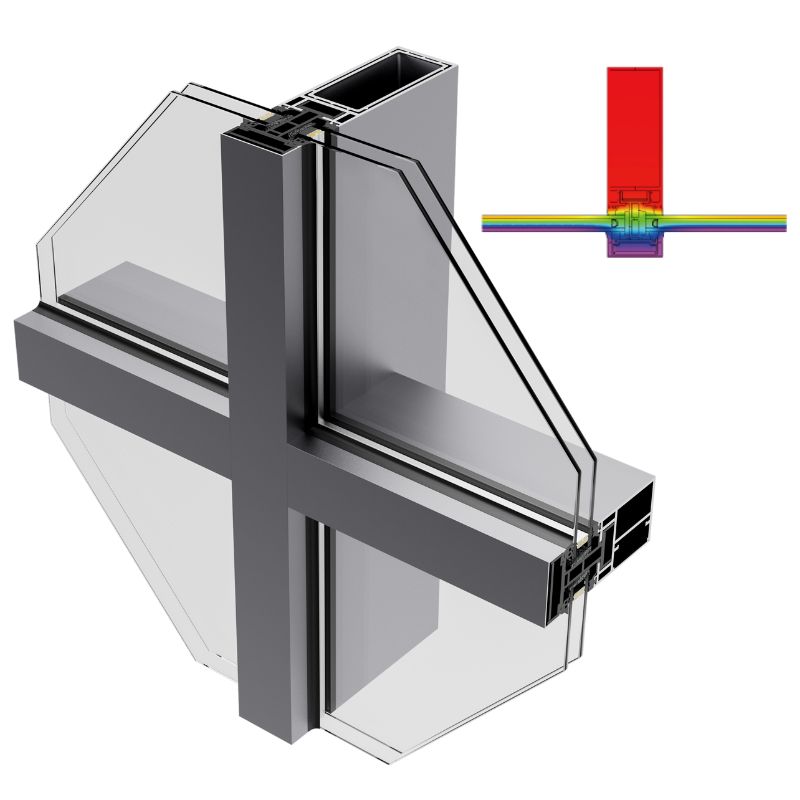
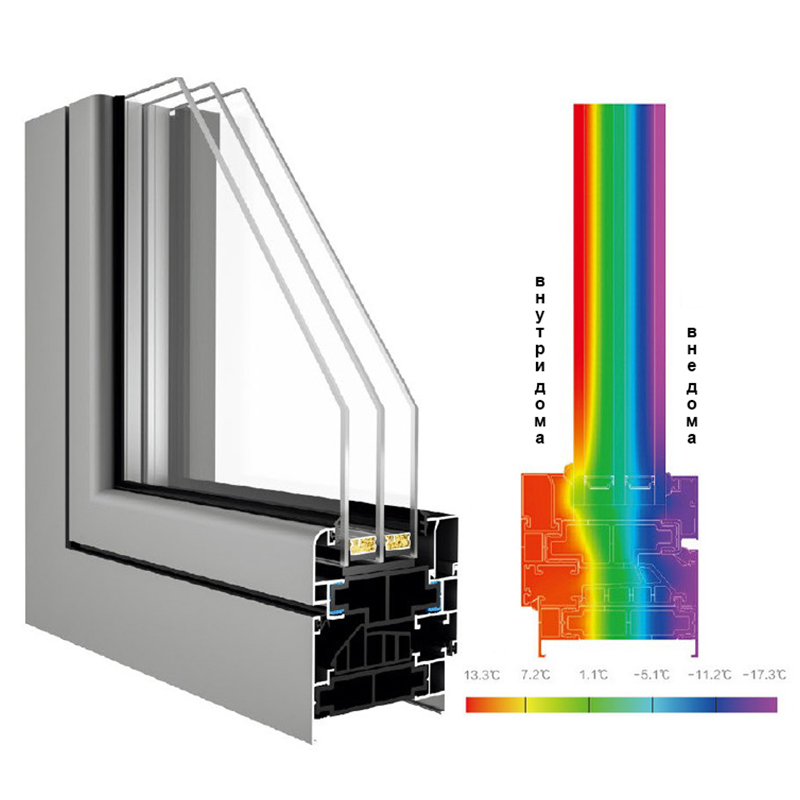
Многие думают, что теплосбережение зависит только от стекла. На деле терморазрыв в профиле — это 40% успеха. Видел испытания дверей с заполнением пенополиуретаном против стандартных — разница в теплопотерях достигала 28%.
Уплотнители — вечная головная боль. Силиконовые служат дольше, но требуют идеальной геометрии коробки. EPDM-резина прощает погрешности монтажа, но через 5-7 лет теряет эластичность. Для офисных помещений с высокой проходимостью иногда выгоднее ставить двойной контур из материалов разной жесткости.
Интересный кейс был с заводы алюминиевых дверей, которые перешли на армирование стеклокомпозитом вместо стальных вставок. Мостики холода уменьшились, но пришлось полностью менять технологию крепления петель — обычные стальные саморезы не держались в новом материале.
Даже идеально сделанные двери можно испортить при транспортировке. Запомнился случай, когда перевозчик сэкономил на креплениях — вся партия прибыла с микротрещинами в лакокрасочном слое. Пришлось организовывать покраску на месте, что удвоило сроки сдачи объекта.
Монтажники часто недооценивают подготовку проёма. Бетонная пыль, оставшаяся под уплотнителем, через год превращается в абразив. Видел двери, которые перестали закрываться из-за того, что монтажная пена в узких проёмах не дала корректно выставить коробку.
Особенно сложно с тяжелыми двупольными конструкциями. Без предварительного расчёта нагрузок на петли через полгода появляется провис — клиенты обычно винят производителя, хотя проблема в неверной установке.
Сейчас много говорят про цифровизацию, но на деле даже продвинутые алюминиевые офисные двери заводы сталкиваются с проблемой совместимости оборудования. Например, новые ЧПУ-станки для фрезеровки замковых пазов могут не ?читать? чертежи из устаревших систем проектирования.
Порошковая покраска по RAL — казалось бы, стандарт. Но при больших объёмах всегда есть риск расхождения оттенков между партиями. Приходится либо красить с запасом, либо останавливать линию для промывки оборудования — оба варианта бьют по себестоимости.
Интересно наблюдать за внедрением лазерной сварки вместо механических соединений. Шов получается аккуратнее, но требует идеальной подготовки кромок и защиты от окисления — на некоторых производствах до 30% времени теперь тратится на предварительную шлифовку.
С импортозамещением вышла парадоксальная ситуация: алюминий-то наш, но оборудование для обработки в основном зарубежное. Запчасти к прессам приходится ждать по 3-4 месяца, что срывает сроки контрактов.
Заметил, что такие компании как ООО ?Гуандун Синдин Новые материалы? (sindrehitech.ru) предлагают комплексные решения для энергоэффективных конструкций. В их подходе интересно сочетание стандартизированных профилей с возможностью кастомизации — редко встречается в сегменте офисных дверей.
Сейчас многие переходят на систему Just-in-Time, но для алюминиевых дверей это рискованно. Сырьё должно ?вылежаться? при определённой влажности перед обработкой, иначе возможна деформация готовых изделий. Приходится находить баланс между логистикой и технологией.
Пытались внедрить ?умные? двери с сенсорами отслеживания износа — идея провалилась. Офисным клиентам нужна надежность, а не высокотехнологичные гаджеты с сомнительной практической пользой.
А вот переход на бесфальцевую сварку углов оказался прорывом. Герметичность повысилась на 15%, правда, пришлось переучивать персонал — не все сварщики смогли перестроиться с традиционных методов.
Сейчас экспериментируем с комбинированными системами, где алюминиевый профиль дополняется деревянными вставками. Для представительских офисов выглядит солидно, но пока не отработана технология компенсации температурных расширений разнородных материалов.

.jpg)