-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда ищешь алюминиевый профиль для раздвижных окон производитель, первое, что бросается в глаза — все обещают ?европейское качество? и ?уникальные технологии?. А на деле половина поставщиков даже не контролирует твердость сплава на этапе экструзии. У нас в SINDRE с этим столкнулись лет пять назад, когда пришлось забраковать целую партию из-за микротрещин в угловых зонах. С тех пор термообработку проверяем в три этапа, даже если заказ горит.
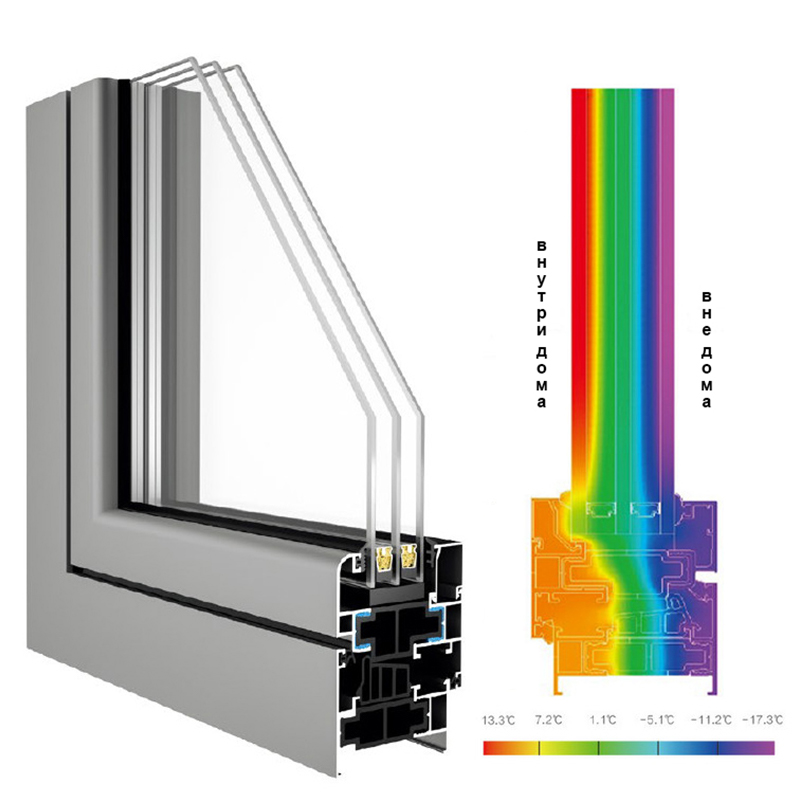
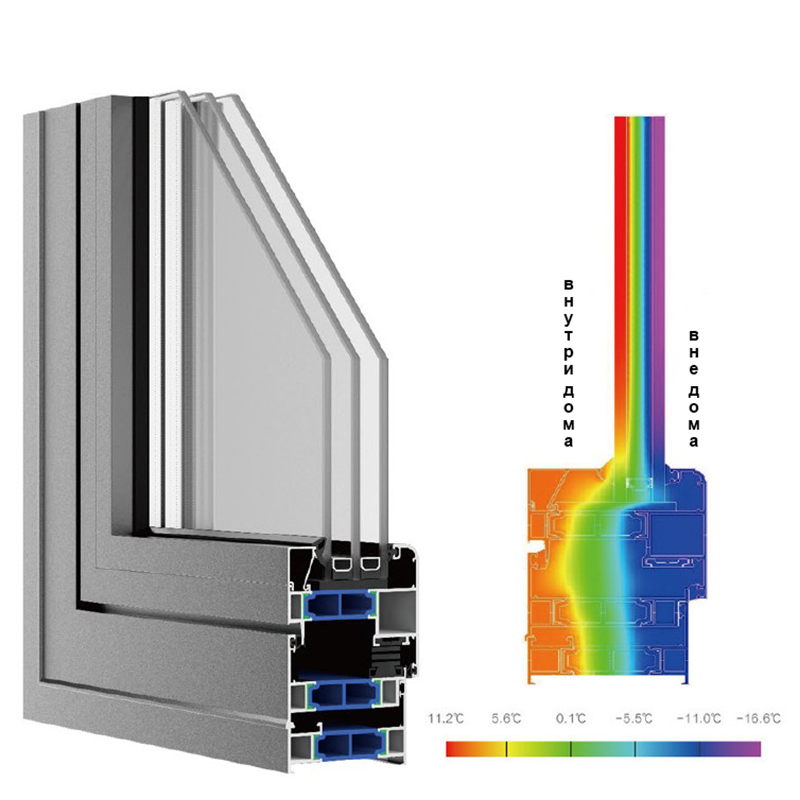
Многие заказчики требуют профиль с толщиной стенки 2 мм, считая это гарантией прочности. Но если в конструкции нет рёбер жёсткости правильной формы — хоть 3 мм наливай, всё равно поведёт при перепадах температур. Мы в SINDRE для московских объектов специально разрабатывали серию SD-77 с асимметричными камерами — не ради маркетинга, а чтобы компенсировать нагрузку на нижние петли.
Как-то раз на объекте в Сочи увидел, как монтажники запиливали наш профиль под 45 градусов обычной болгаркой. Пришлось срочно проводить семинар про температурные зазоры — оказалось, прорабу недопоставили техничку. Теперь всегда дублируем в спецификации красным шрифтом: резать только диском с TCT.
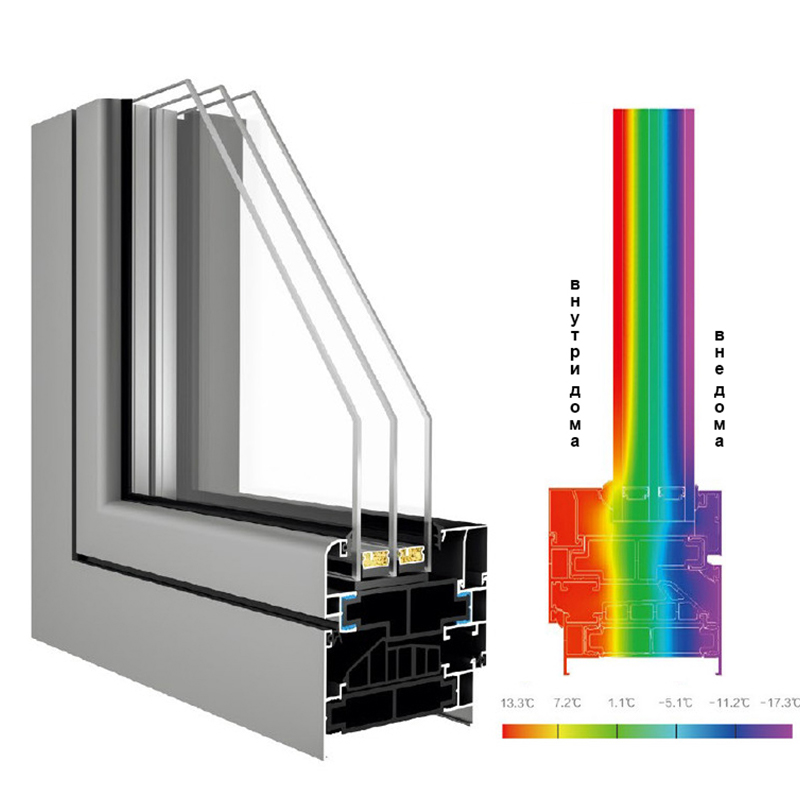
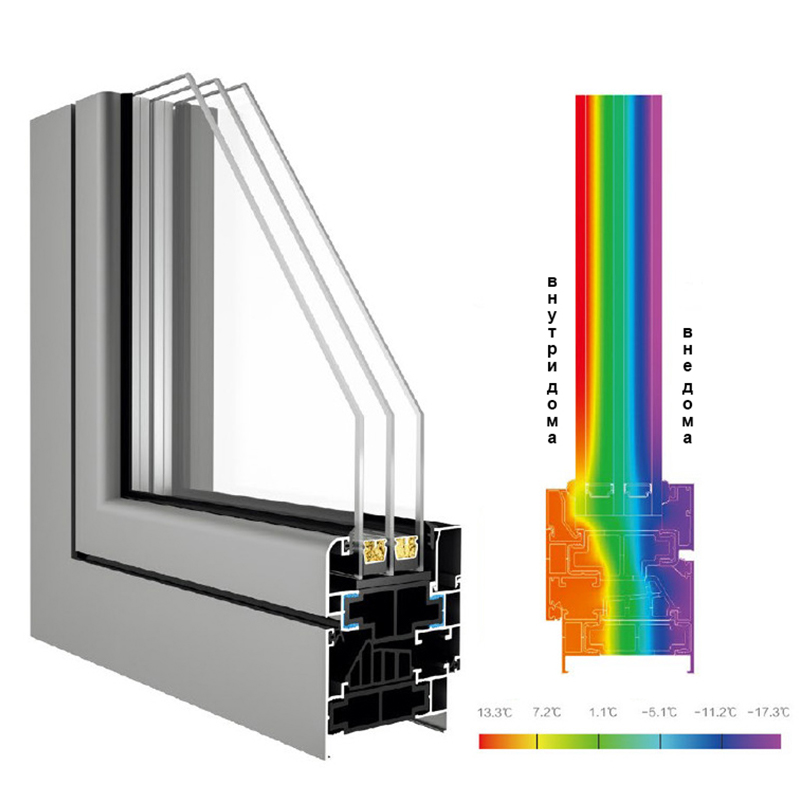
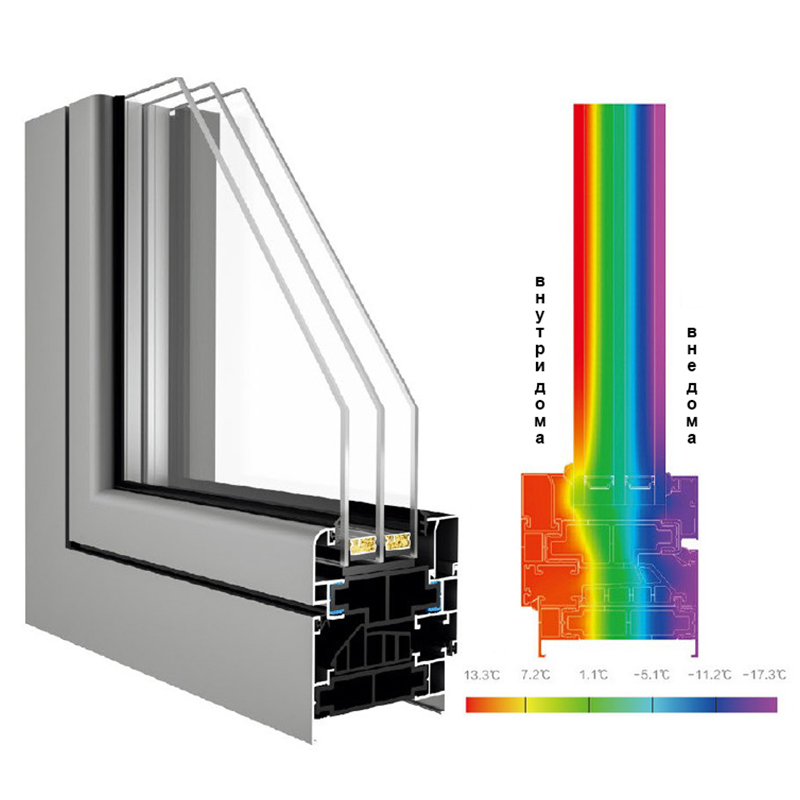
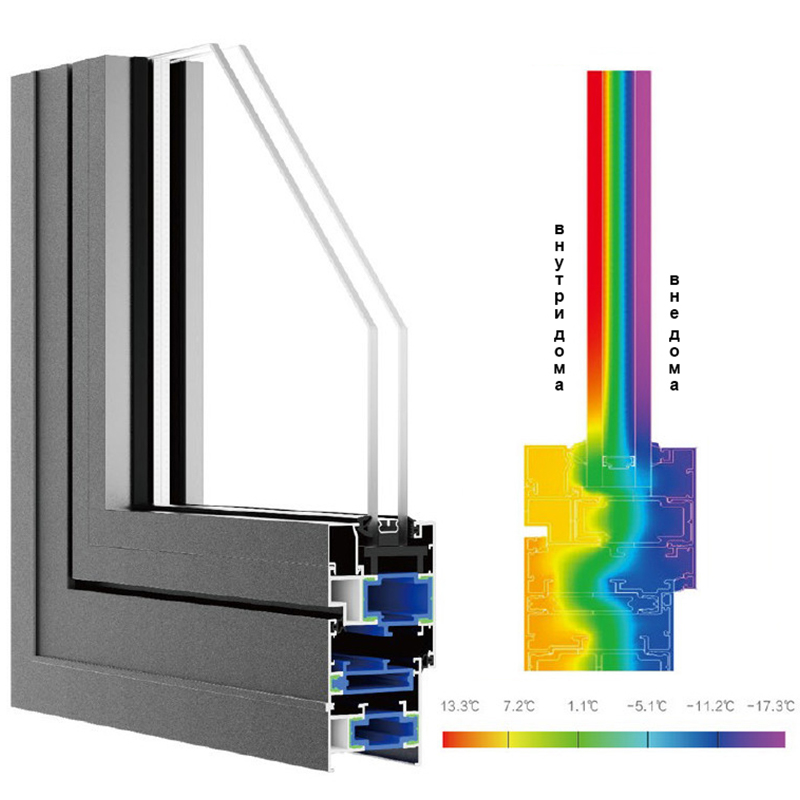
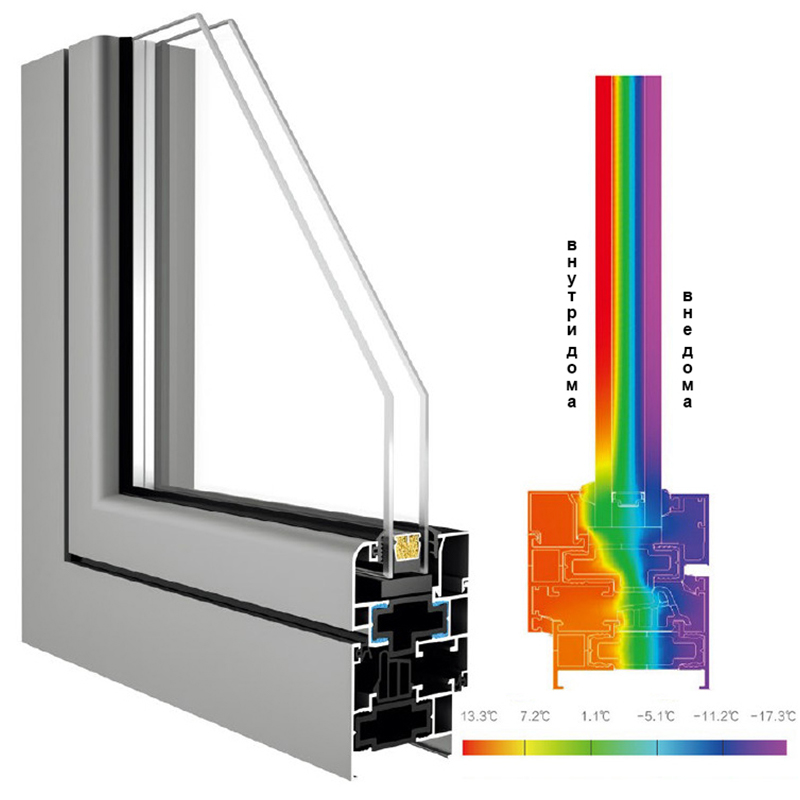
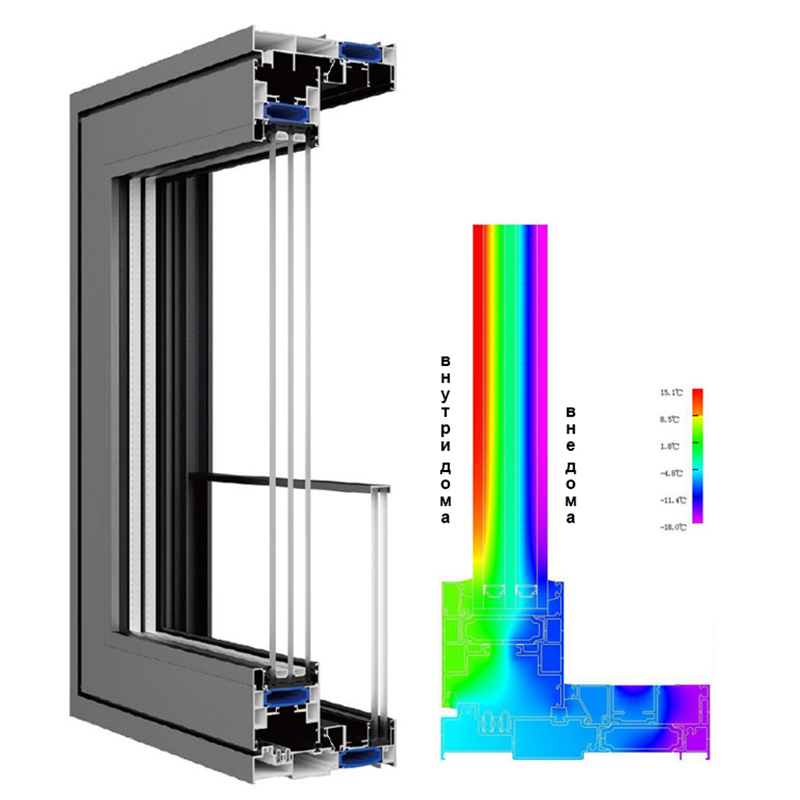
Кстати, про терморазрыв. Польские конкуренты активно продвигают системы с полиамидными вставками, но у нас климат другой. В Новом Уренгое тестировали образцы — при -52°C некоторые ?еврорешения? трескались за неделю. Пришлось комбинировать стекловолокно с армированным полипропиленом, хоть и дороже вышло.
Видел как-то профиль турецкого производства — вроде бы гладкий, анодирование ровное, а начинаешь ставить ролики — зазор в 0.8 мм. Производитель сэкономил на допусках прокатки, а итог — створки люфтят через полгода. Мы в SINDRE для серии раздвижных систем держим допуск ±0.15 мм, даже если это удорожает производство на 7%.
Самая частая проблема у заказчиков — когда фурнитуру от одного бренда пытаются поставить на профиль другого. Недавно клиент принёс немецкие ручки Roto, жаловался, что не становятся. Посмотрел — паз под замок на 2 мм уже нужного. Пришлось фрезеровать по месту, хотя могли бы сразу отгрузить совместимый вариант.
Кстати, про совместимость. На сайте sindrehitech.ru выложили таблицы cross-reference для основных систем фурнитуры — многие благодарят, что сэкономили время на подбор.
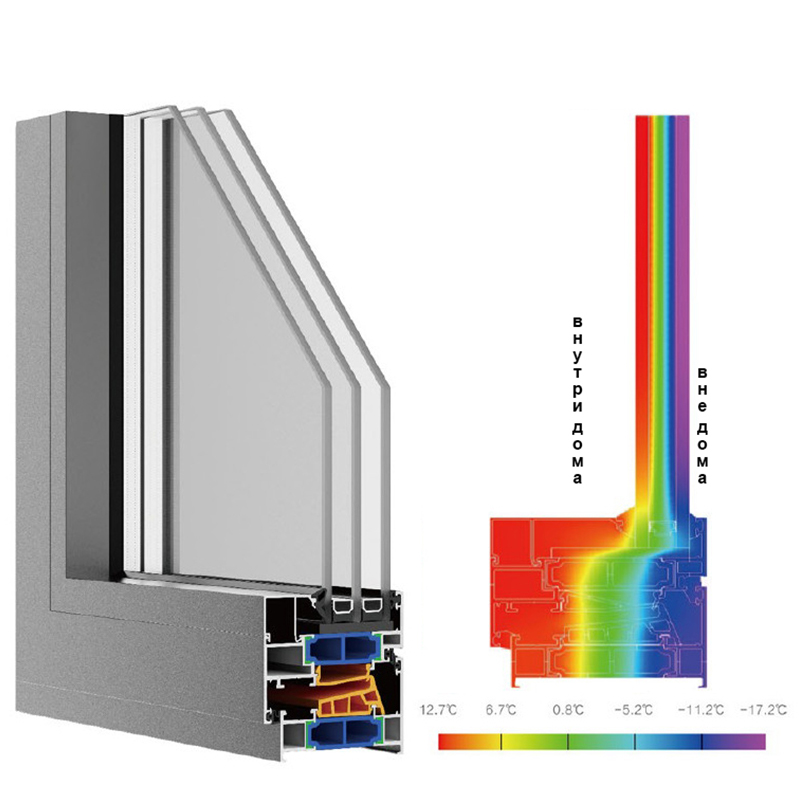
Анодирование 25 мкм — не панацея, хоть его все и требуют. В приморских регионах типа Владивостока даже такое покрытие начинает шелушиться через 3-4 года. После жалоб с Сахалина перешли на многослойную порошковую покраску с адгезионным грунтом — дороже, но на тестовых образцах в солевой камере держится уже седьмой год.
Запомнился случай на объекте у химического комбината в Дзержинске — заказчик настоял на матовом анодировании, хотя мы предупреждали про кислотные пары. Через восемь месяцев пришлось менять всё остекление. Теперь всегда запрашиваем у клиентов экологическую справку по местности.
Сейчас экспериментируем с керамическими покрытиями — пока дорого, но для объектов с повышенными требованиями к долговечности уже предлагаем. Первые партии ушли на Камчатку, ждём отзывов после зимы.
Можно сделать идеальный профиль, а потом погрузить его в фуру как арматуру. Как-то раз получили рекламацию из Красноярска — вмятины по всей длине. Оказалось, перевозчик сэкономил на креплениях и уложил пачки прямо на металлический пол. Теперь в контракты включаем пункт про обязательное использование деревянных прокладок.
Зимой отдельная история — если профиль с терморазрывом резко переохладить при транспортировке, полимерные вставки могут отслоиться. Пришлось разрабатывать упаковку с теплоизоляцией для северных поставок. Да, это +15% к стоимости доставки, но дешевле, чем заменять брак.
Кстати, про упаковку. После того как три пачки поцарапали из-за неправильной обмотки стрейч-плёнкой, перешли на комбинированный метод — сначала крафт-бумага, потом плёнка с антифрикционным покрытием.
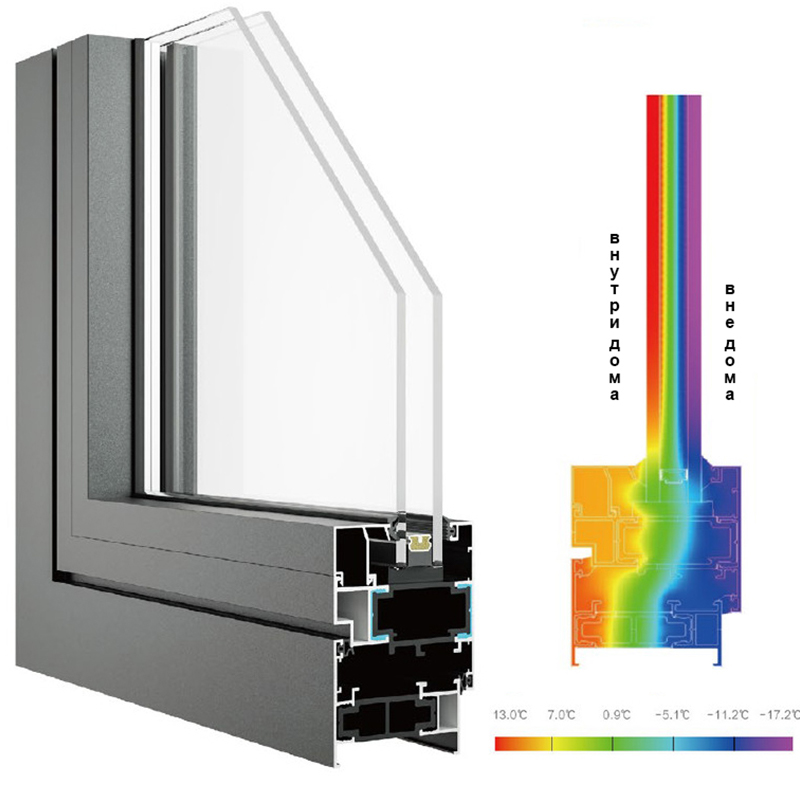
Многие компании называют себя производителями, а на деле просто режут импортный профиль под свои размеры. Мы в SINDRE с 2018 года ведём полный цикл — от литья слитков до экструзии и обработки. Это даёт контроль над всем процессом: вот сейчас, например, увеличили содержание магния в сплаве для профилей больших пролётов — трещин при гибке стало на 40% меньше.
Недавно приезжали специалисты с завода в Гуанчжоу — показывали новую линию анодирования с системой рекуперации. Переняли их технологию промывки после травления — теперь поверхность перед покраской получается на класс чище.
Кстати, про контроль. Ввели обязательное УЗК каждого погонного метра для ответственных объектов — многие считают это избыточным, но после инцидента со спорным комплексом в Москве, где потребовались протоколы испытаний каждой партии, поняли — лучше перебдеть.
Часто вижу в спецификациях стандартные значения ветровой нагрузки для профильных систем — 60 кг/м2 для средней полосы. Но в реальности даже в Подмосковье бывают порывы до 35 м/с, что даёт все 120 кг/м2. После урагана 2021 года, когда в Жуковском вылетели несколько створок, начали закладывать двойной запас прочности для всех объектов выше 50 метров.
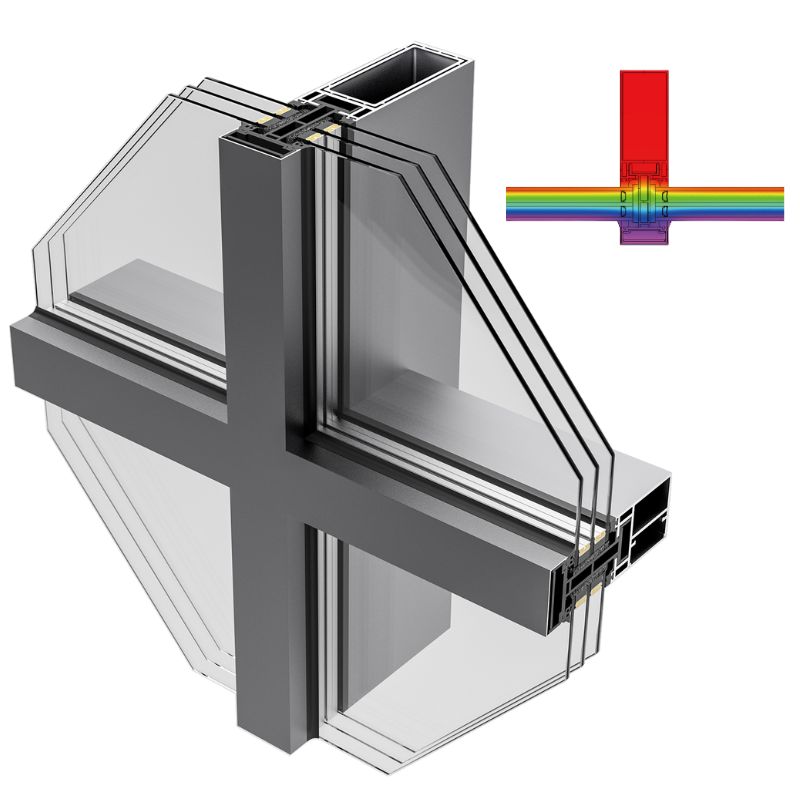
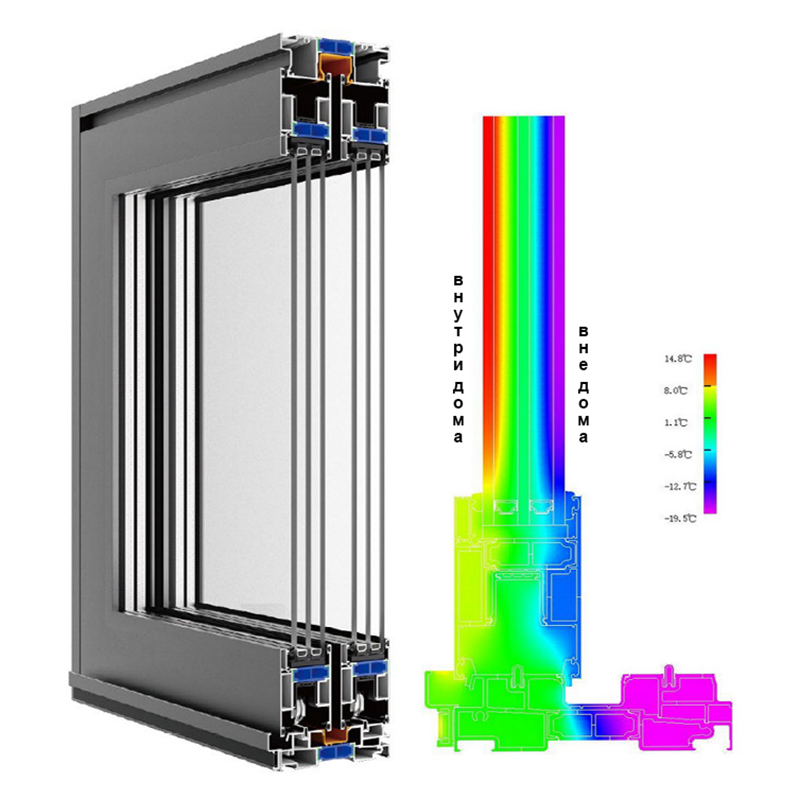
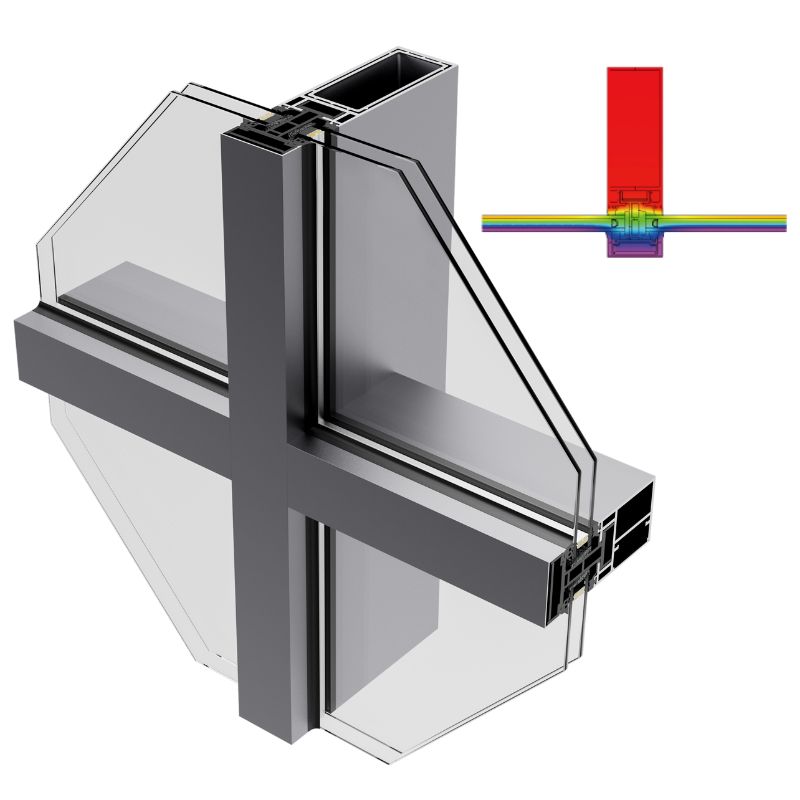
Особенно сложно с панорамными раздвижными системами — тут и вес стеклопакета, и динамические нагрузки. Для торгового центра в Краснодаре пришлось разрабатывать кастомный профиль с дополнительным контуром уплотнения — стандартный пропускал пыль при сильном ветре.
Сейчас вот работаем над системой для небоскрёба в Москве-Сити — там вообще отдельная история с вибрационными нагрузками. Пришлось сотрудничать с ЦНИИСК, проводить испытания в аэродинамической трубе. Оказалось, что для высотных зданий классические расчёты вообще не работают.

.jpg)