-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь 'глухое алюминиевое окно завод', первое, что приходит в голову — конвейерные линии с готовыми типовыми конструкциями. Но реальность сложнее: я видел, как даже крупные производители путают терморазрыв и стандартный профиль, выдавая одно за другое. Вспоминается случай с заказчиком из Краснодара — он три месяца ждал партию окон, а получил изделия с рамами, которые 'играли' на солнце из-за неправильного армирования. Вот где начинается настоящая работа завода — не в штамповке, а в понимании, как поведёт себя алюминий при -30°C в Новосибирске или при влажности 90% в Сочи.
Возьмём базовое — глухое алюминиевое окно. Казалось бы, что проще? Но если на заводе экономят на пресс-формах для угловых соединений, через год появятся щели. У нас на производстве были испытания с профилем 60 мм — при нагрузке 120 кг/м2 штатные крепления не выдерживали, пришлось разрабатывать кастомные кронштейны. И это только для средней полосы России, не говоря о ветровых нагрузках в приморских регионах.
Помню, как в 2019 году мы поставили партию окон для объекта в Ростове-на-Дону. Заказчик требовал монтаж без наружных подмостей — пришлось продумывать систему внутренних распорок, которую потом внедрили в стандартный процесс. Кстати, именно тогда стало ясно, что завод должен иметь не только цех сборки, но и конструкторскую группу, способную быстро адаптировать решения под нестандартные условия.
Ошибка многих — игнорирование линейного расширения. Один подрядчик в Казани установил окна с максимальным зазором 2 мм, а зимой стёкла лопнули из-за давления рамы. Теперь мы всегда учитываем климатические карты региона перед расчётом технологических зазоров.
На заводе SINDRE новые материалы комбинируют с полуавтоматической линией резки — это даёт погрешность до 0,5 мм вместо стандартных 1,5 мм. Но вот загвоздка: даже лучшие станки не заменят опытного контролёра. Как-то раз робот неправильно зафиксировал угол 85° вместо 90°, и партия из 20 окон ушла с браком. С тех пор внедрили двойную проверку — цифровой шаблон + выборочная ручная сборка.
Особенно критично для глухого алюминиевого окна — качество сварки углов. Немецкое оборудование даёт стабильный результат, но требует постоянной калибровки. В прошлом месяце пришлось экстренно менять температурный режим на прессе из-за партии алюминия с примесями — поставщик уверял, что всё в норме, но на тестах проявилась хрупкость.
Кстати, о материалах: мы перешли на сплавы серии 6060 вместо 6063 — они лучше держат геометрию при больших размерах. Но это потребовало перенастройки всего процесса анодирования.
Когда завод находится в 2000 км от объекта, даже идеальное окно может прийти с дефектами. Разработали систему креплений для перевозки длинномерных конструкций — раньше использовали стандартные прокладки, но при перепадах температуры они смещались. Самый сложный заказ был для филиала банка в Екатеринбурге — окна высотой 3,5 метра везли спецтранспортом с подогревом кузова.
Упаковка — отдельная история. Плёнка должна 'дышать', иначе конденсат испортит фурнитуру. После инцидента с поставкой в Сочи, где ржавеющие механизмы, теперь используем силикагелевые вставки в каждом пакете.
С монтажниками тоже бывают сложности. Недавно обучали бригаду в Перми — они привыкли к ПВХ и сначала неправильно фиксировали алюминиевые рамы динамическими креплениями. Пришлось делать видеоинструкцию с разбором ошибок.
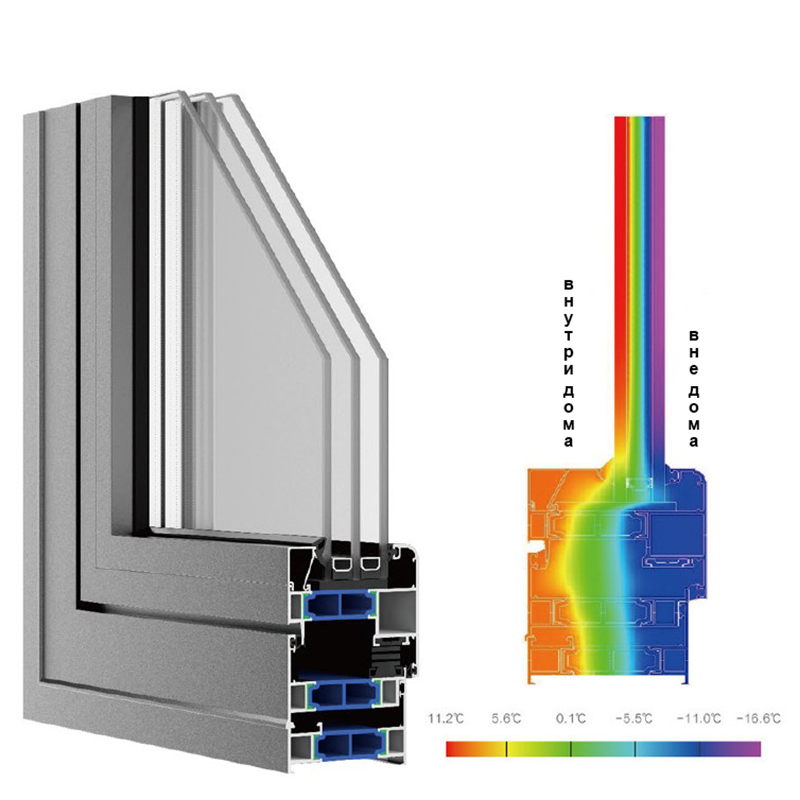
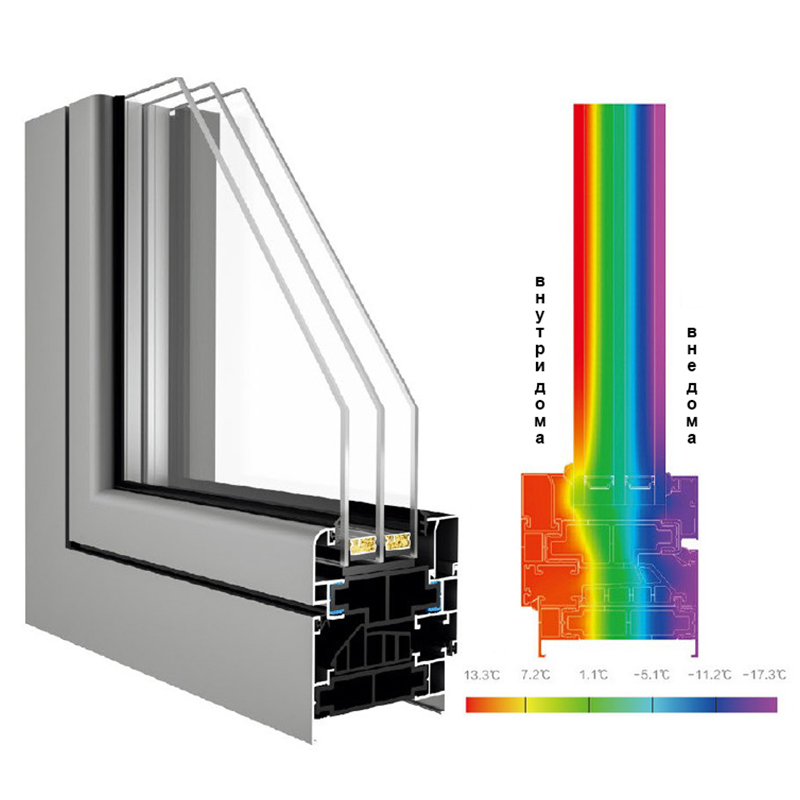
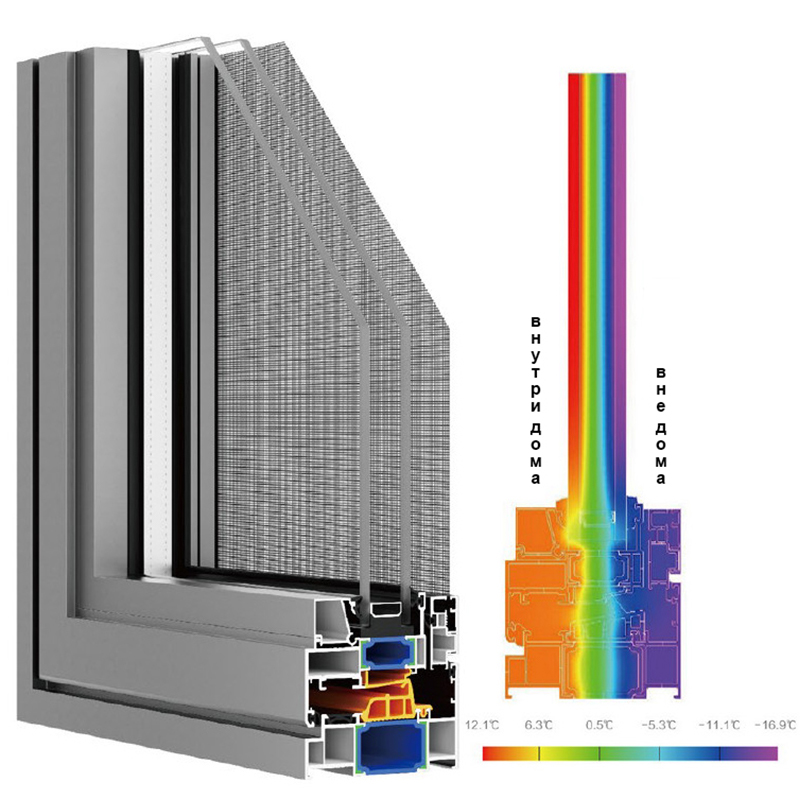
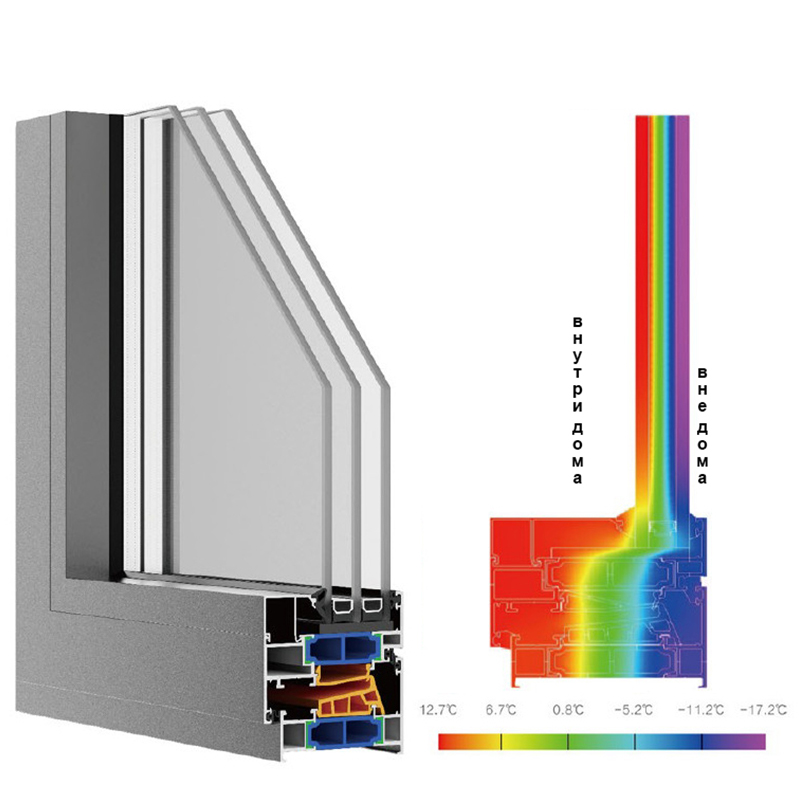
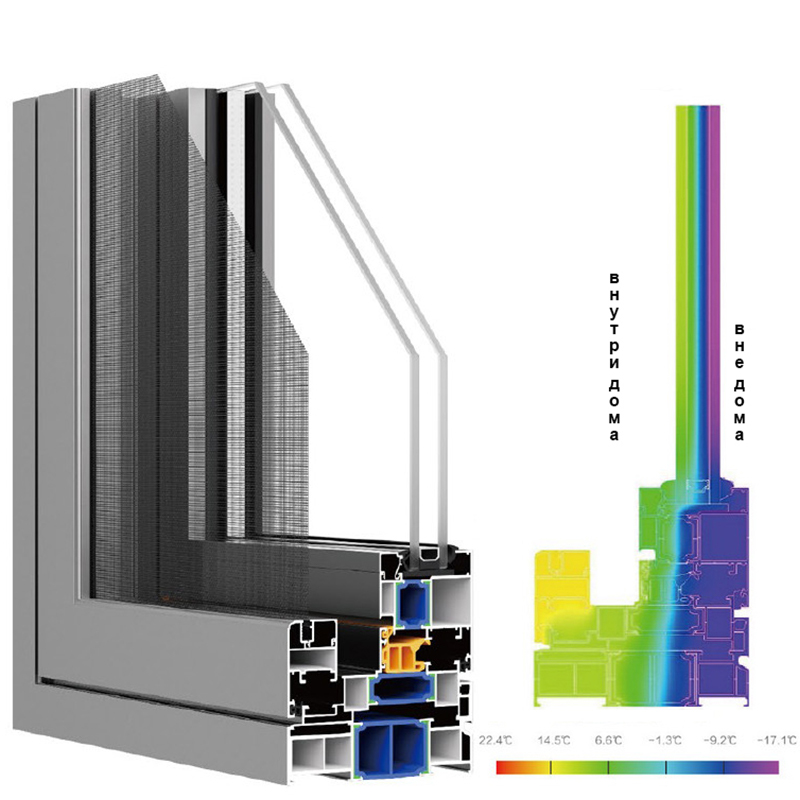
Часто заказчики просят 'самое тёплое' глухое алюминиевое окно, не понимая, что многослойное остекление увеличивает нагрузку на раму. В проекте для Тюмени рассчитали вариант с тройным стеклопакетом — в итоге пришлось усиливать профиль дополнительными рёбрами жёсткости. Зато коэффициент теплопередачи получили 0,63 Вт/м2?°C — для северных регионов это серьёзный аргумент.
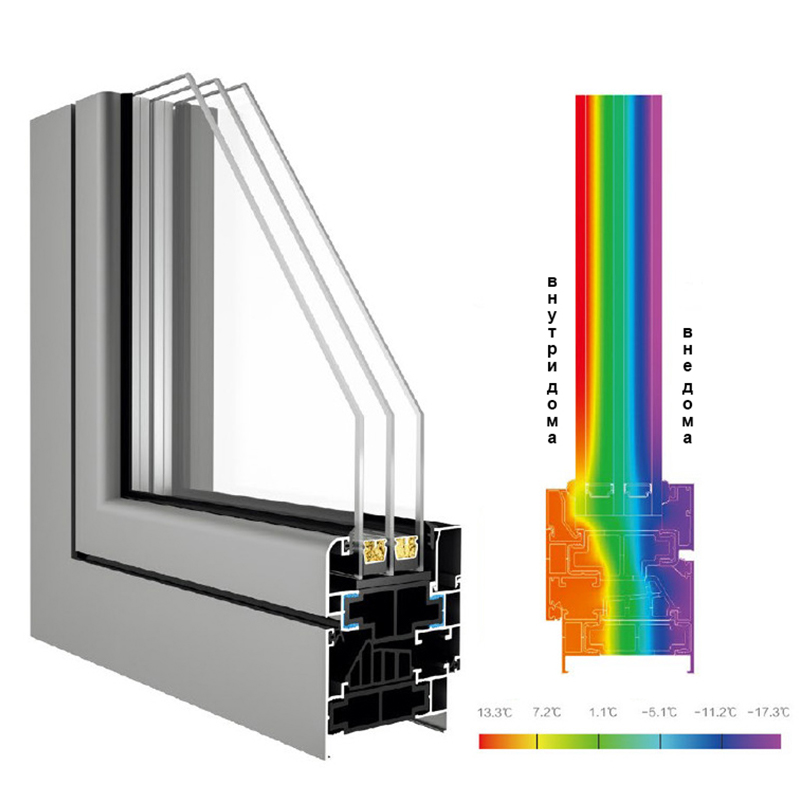
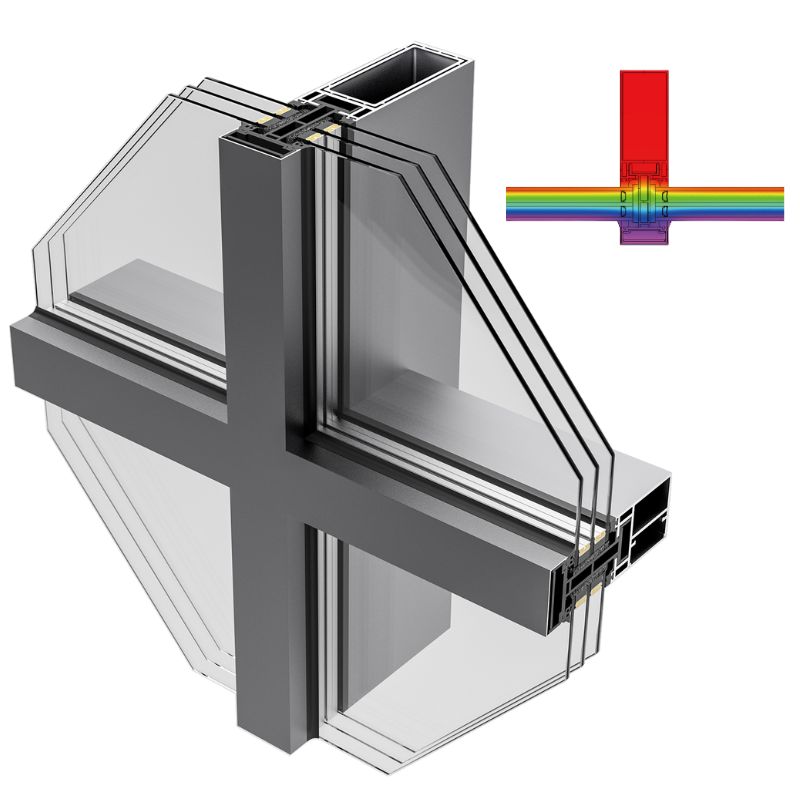
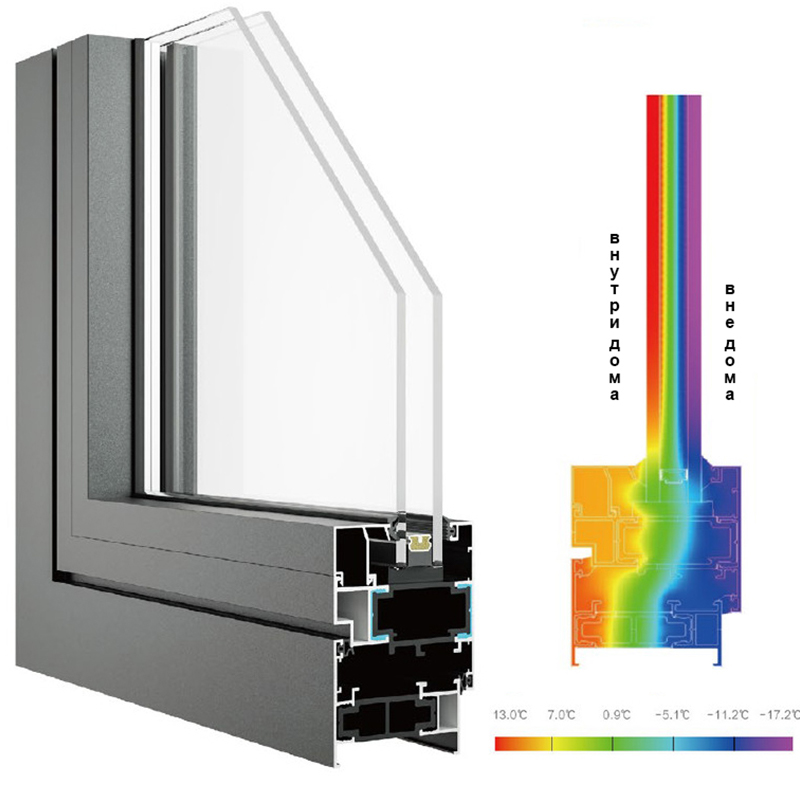
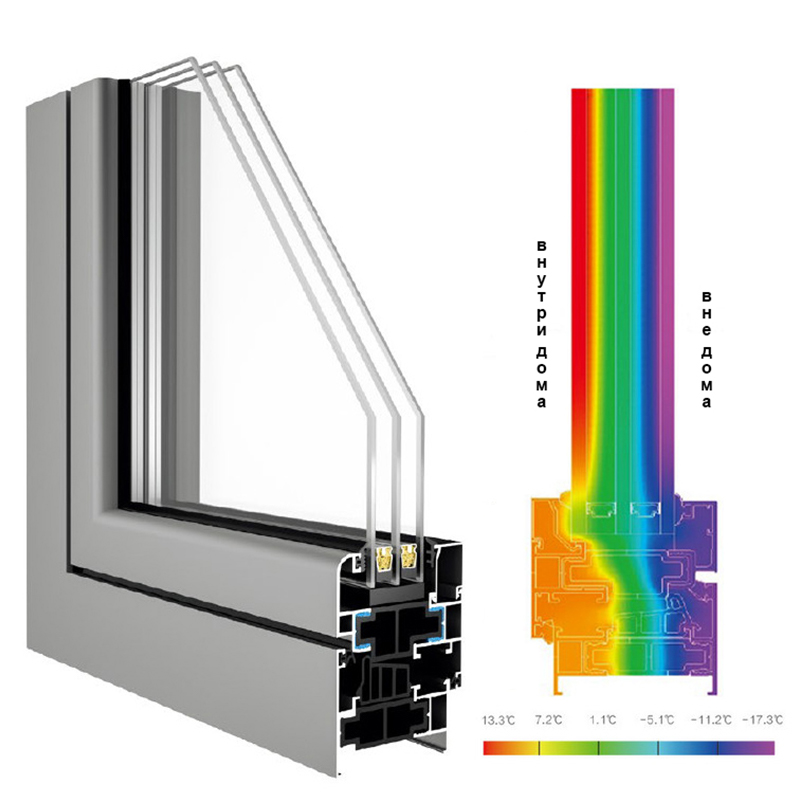
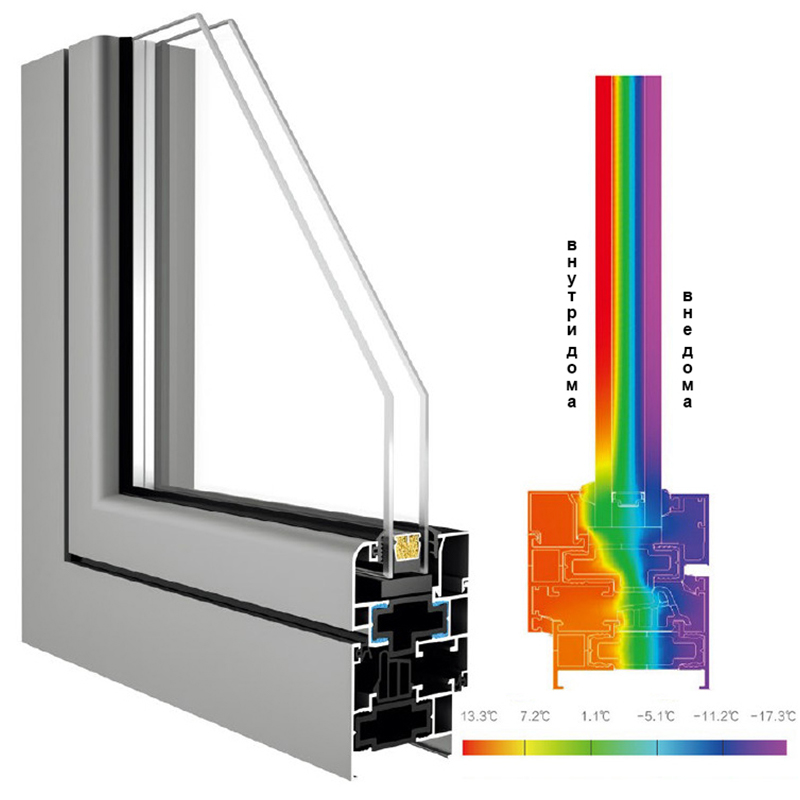
Терморазрыв — обязательный элемент, но его толщина должна соотноситься с шириной профиля. Видел конструкции, где 34-миллиметровый разрыв втиснули в раму 50 мм — это бесполезно. Мы экспериментировали с полиамидными вставками разной плотности, пока не нашли оптимальное соотношение 1:1,5 между шириной профиля и термомостом.
Важный момент: алюминиевое окно с покрытием thermal break иногда даёт мостики холода в местах крепления фурнитуры. Решили проблемой термоизолирующими прокладками под петли — мелочь, а экономит 3-5% теплопотерь.
Работая с заводом SINDRE, понял: самые дорогие ошибки происходят на стадии проектирования. Как-то забыли учесть ветровую нагрузку для 25-этажки в Москве — окна 'гудели' при сильном ветре. Пришлось демонтировать и добавлять аэродинамические компенсаторы.
Сейчас всегда запрашиваем данные геологоразведки — уровень грунтовых вод влияет на деформацию фасадов, а значит, и на оконные проёмы. Для исторического центра Санкт-Петербурга разработали спецсерию с усиленным креплением в кирпичную кладку.
Сроки — отдельная боль. Клиенты хотят 'вчера', но грамотное глухое алюминиевое окно требует 10-14 дней только на тесты. Пришлось создать 'быструю линию' для типовых решений, но для сложных объектов сохраняем полный цикл. Кстати, именно после жалоб на скрип в механизмах внедрили трёхэтапную проверку фурнитуры — сейчас возвратов по этой причине нет вообще.
Смотрю на современные заводы и вижу тенденцию к гибридным решениям. Например, в SINDRE экспериментируют с комбинацией алюминия и композитов — для высотных зданий это может снизить нагрузку на несущие конструкции на 15-20%. Но пока массового спроса нет, слишком дорогая технология.
Из последнего: начали использовать лазерное сканирование проёмов перед изготовлением окон. Раньше обходились ручными замерами, но для объектов сложной формы погрешность достигала 10-15 мм. Сейчас внедряем цифровые двойники — дорого, но зато исключаем человеческий фактор.
Главное, что усвоил за годы работы с глухими алюминиевыми окнами — нельзя слепо доверять стандартам. Каждый регион, каждый фасад требует индивидуального расчёта. И если завод утверждает, что у него универсальное решение — это повод проверить документацию вдвойне тщательнее.

.jpg)