-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь 'двери из алюминиевого профиля завод', многие сразу представляют конвейер с готовыми типовыми конструкциями. Но реальность сложнее — даже на этапе выбора профиля начинаются нюансы, которые не всегда очевидны при заказе. Например, не все понимают разницу между прессованным и холоднокатаным профилем для разных климатических зон, а ведь это влияет на долговечность фурнитуры.
Раньше мы часто сталкивались с заказами, где клиенты просили 'что-то стандартное подешевле', но через год возвращались с проблемами — то геометрия плавает, то уплотнители отходят. Как-то раз на объекте в Сочи пришлось переделывать целую партию дверей из-за того, что профиль не был рассчитан на влажный воздух — появилась коррозия в местах стыков. После этого начали глубже изучать технологии анодирования.
Кстати, о анодировании — не все знают, что толщина покрытия в 15-20 мкм для уличных конструкций почти бесполезна, нужны минимум 25 мкм. Но и это не панацея, если в основе профиль с низким содержанием магния. Проверяли на образцах от ООО 'Гуандун Синдин Новые материалы' — у них как раз есть лабораторные тесты по этому параметру.
Сейчас часто рекомендуем их решения для многоквартирных домов — не потому что рекламируем, а потому что видели, как их алюминиевые профильные двери ведут себя через 3-4 года в условиях постоянной нагрузки. Мелочь вроде усиленных угловых кронштейнов в итоге оказывается критичной.
Самая частая проблема — неправильная подготовка проёма. Был случай, когда на объекте в Казани рабочие установили дверные блоки без учёта сезонных подвижек фундамента — через зиму появились щели. Пришлось демонтировать и делать компенсационные зазоры по новой технологии.
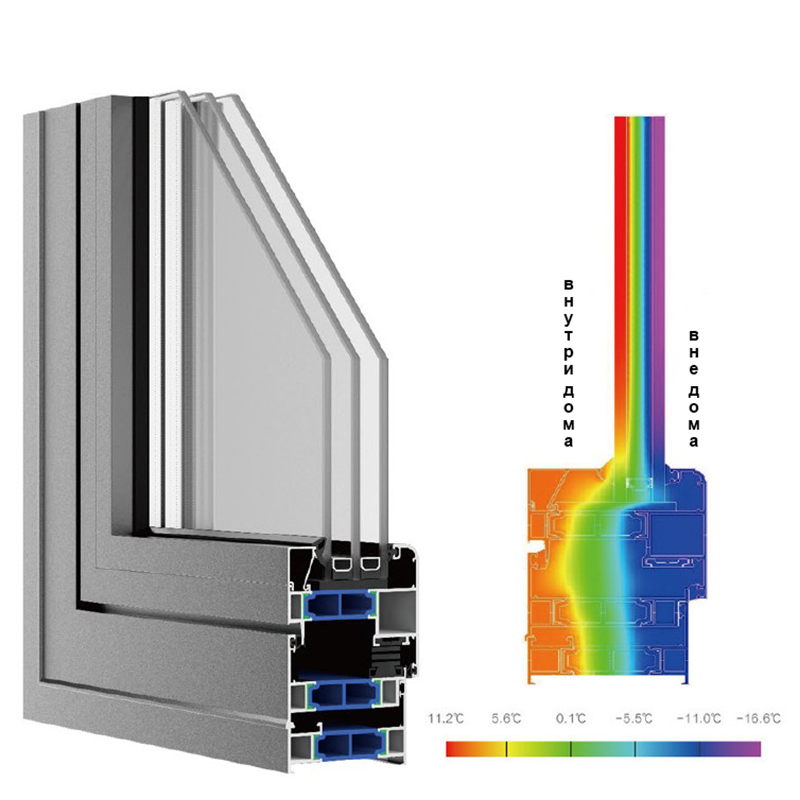
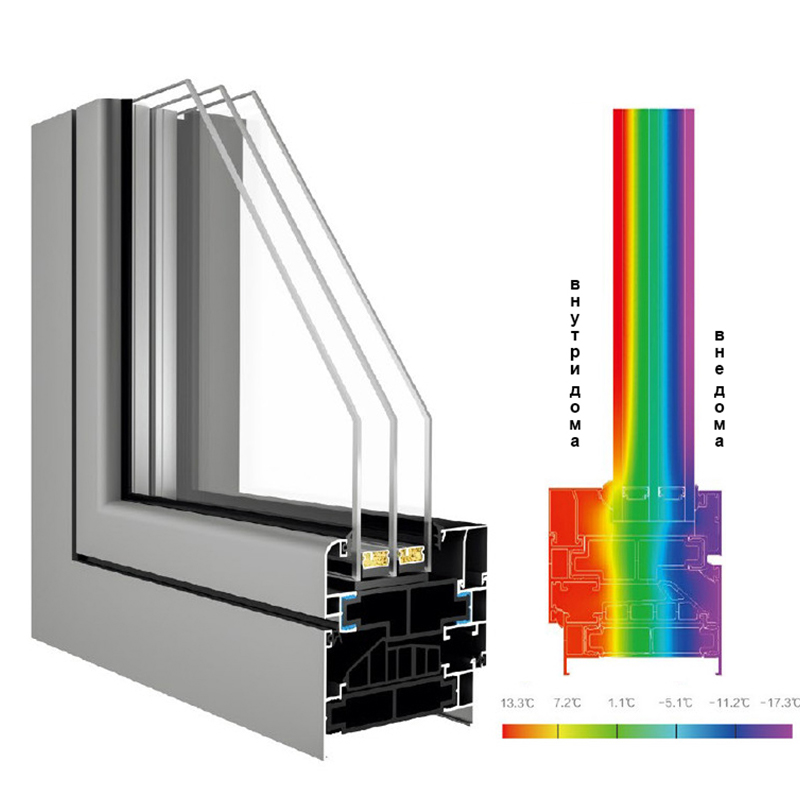
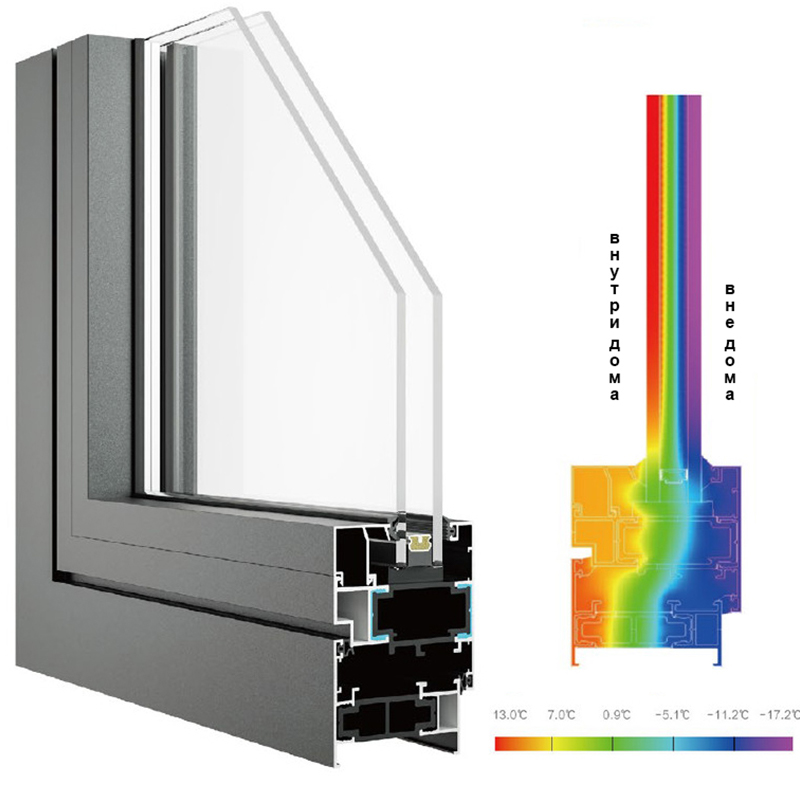
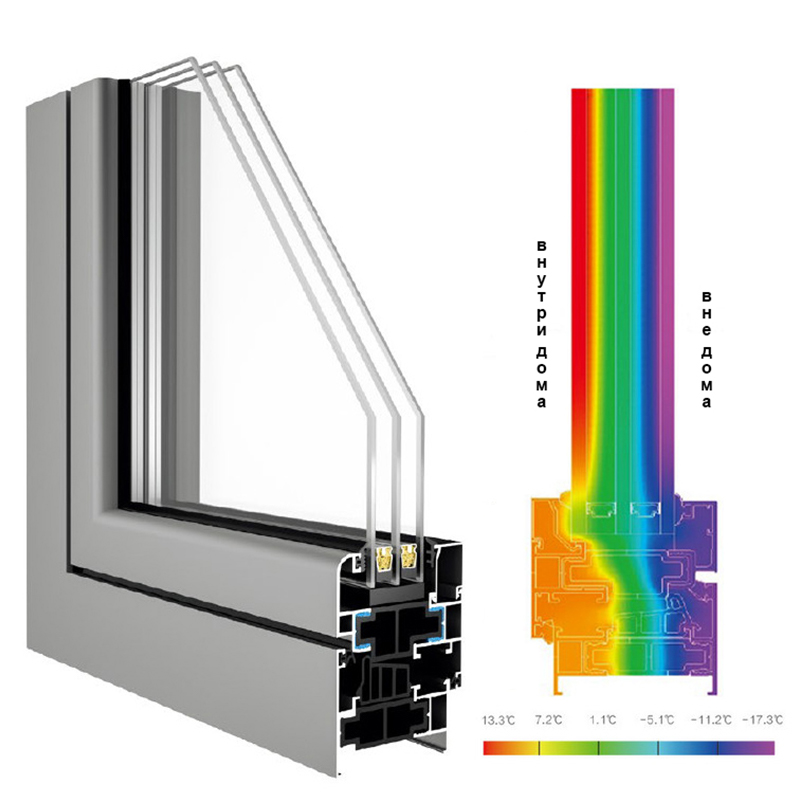
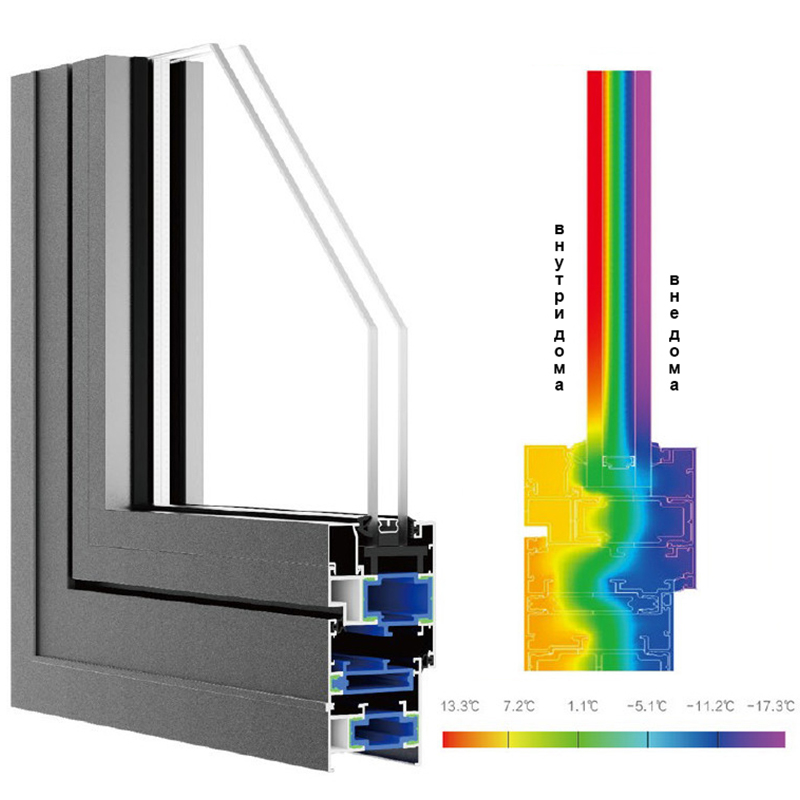
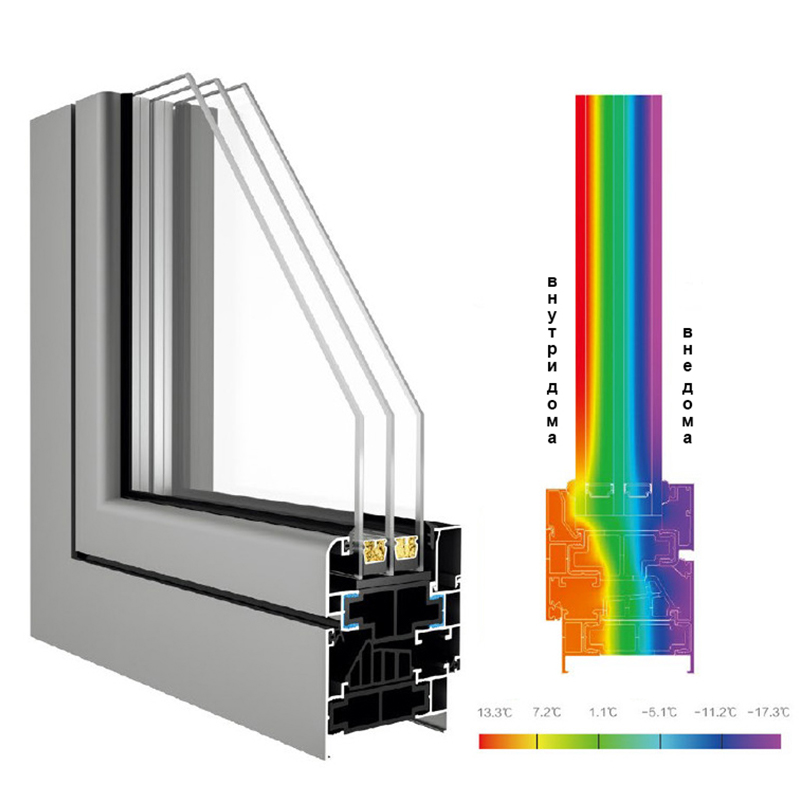
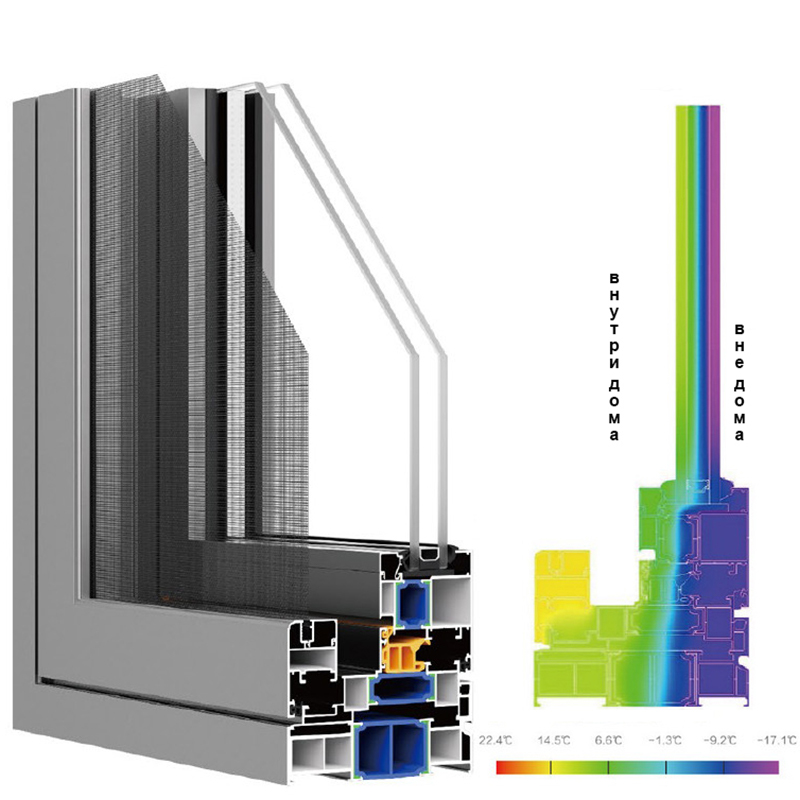
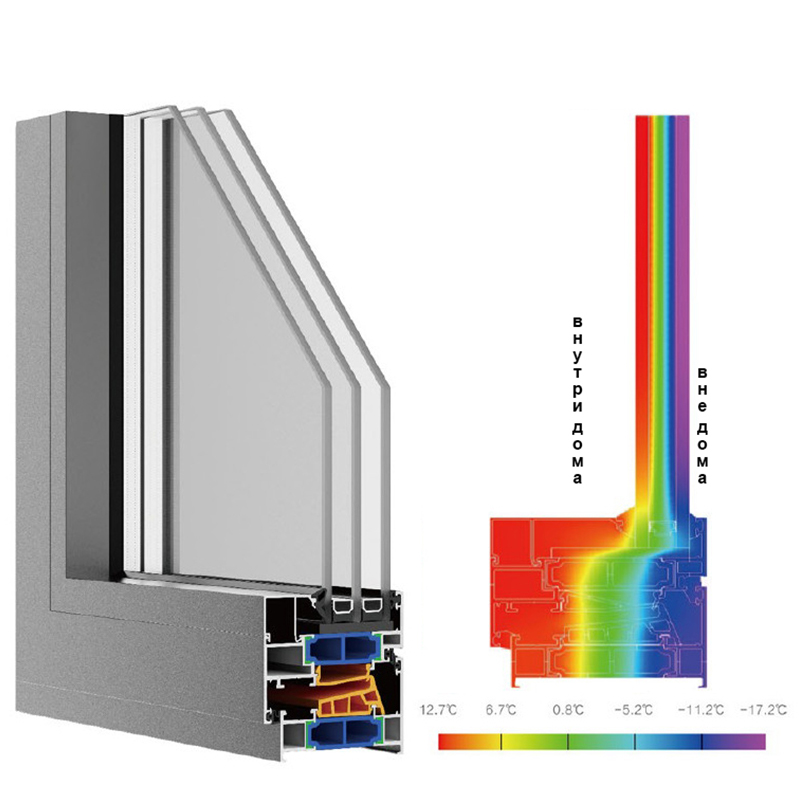
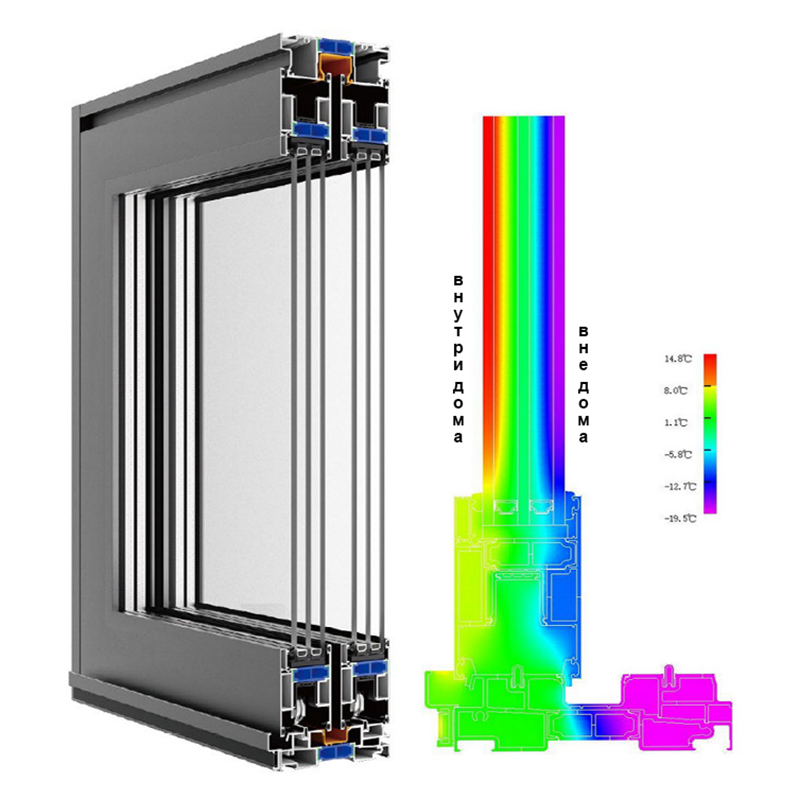
Ещё момент с терморазрывами. Многие думают, что это просто пластиковая вставка, но её расположение и плотность прилегания влияют на точку росы. Как-то раз видел, как на складе с температурным режимом +5°C на профиле без терморазрыва выпадал конденсат — в итоге переделывали всю систему.
Сейчас при монтаже всегда проверяем не только горизонталь, но и распределение нагрузки на петли. Особенно для тяжелых двупольных конструкций — там бывает просадка до 2-3 мм за первый год, если не предусмотреть регулировку.
С замками отдельная история — немецкая фурнитура хороша, но не всегда подходит для российских зим. Как-то ставили двери с замками Roto в Якутске — через месяц начались проблемы с поворотом ключа при -50°. Пришлось переходить на финские аналоги с морозостойкой смазкой.
Уплотнители — тема для отдельного разговора. ЭПДМ резина держит форму, но со временем дубеет. Пробовали силиконовые — лучше гнутся, но быстрее изнашиваются. Сейчас часто комбинируем: по контуру — ЭПДМ, в углах — силиконовые вставки. Кстати, на сайте sindrehitech.ru есть хорошие таблицы по совместимости уплотнителей с разными типами профилей.
Ещё про крепеж — нержавейка А2 против А4. Для большинства регионов А2 подходит, но в приморских городах лучше А4. Разница в цене 15-20%, но когда через два года шляпки винтов начинают ржаветь — понимаешь, что экономия была ложной.
При посещении завода ООО 'Гуандун Синдин Новые материалы' обратил внимание на систему контроля угловых соединений — там используют лазерное сканирование стыков с точностью до 0.1 мм. Это дорогое оборудование, но оно исключает проблемы с геометрией, которые мы часто видели у других поставщиков.
Вакуумная подача алюминиевого расплава — казалось бы, мелочь, но именно это даёт равномерную плотность профиля без внутренних пустот. Помню, как в 2018 году столкнулись с трещинами на тёмном анодированном профиле — оказалось, виноваты микропустоты в материале.
Система покраски с ионной подготовкой поверхности — без этого адгезия краски держится максимум 5-7 лет. У них на производстве показывали тестовые образцы после 2000 часов в солевой камере — разница с обычной покраской видна невооружённым глазом.
Был проект с атриумом, где нужны были двери высотой 4.5 метра. Большинство заводов предлагали сварные конструкции, но это не подходило по весу. В итоге разрабатывали с ООО 'Гуандун Синдин Новые материалы' специальный профиль с внутренними рёбрами жёсткости — пришлось пересчитывать всю систему креплений.
Для объектов с вибрацией (например, рядом с метро) стандартные демпферы не работают — нужны дополнительные амортизаторы. Выяснили это после того, как в жилом комплексе у станции 'Пролетарская' стали расшатываться петли. Теперь всегда запрашиваем геологические отчёты по грунтам.
Цветовые решения — тут много подводных камней. Порошковое напыление RAL 9016 выглядит одинаково у всех, но под УФ-излучением дешёвые краски желтеют за 2-3 года. Приходится требовать от поставщиков сертификаты по светостойкости — у того же Синдин есть тесты на 10 лет эксплуатации.
Сейчас при выборе дверей из алюминиевого профиля смотрю не столько на цену, сколько на технологическую цепочку завода. Важно, чтобы был полный цикл — от выплавки алюминия до испытаний готовых конструкций. Иначе в случае проблем не найдёшь, на каком этапе случился брак.
Из последнего опыта — для бизнес-центров лучше подходят системы с скрытой фурнитурой и датчиками положения. Это кажется излишеством, но когда ежедневно проходит 500+ человек, механизмы изнашиваются в разы быстрее. Тут как раз пригодились наработки SINDRE по энергосберегающим решениям — они изначально закладывают запас прочности.
В целом, если подводить итог — хорошие алюминиевые двери начинаются не с дизайна, а с понимания, как поведёт себя каждый миллиметр профиля через 5-10 лет. И это тот случай, где экономия на этапе выбора завода потом обходится в разы дороже.

.jpg)