-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь про изготовление алюминиевых дверей, многие представляют просто сборку профилей. На деле это целая цепочка технологических нюансов — от выбора сплава до системы уплотнителей. Вот, к примеру, в SINDRE мы сначала анализируем условия эксплуатации: будет ли это торговый центр с постоянным потоком людей или частный дом с сезонными перепадами температур.
Часто заказчики требуют максимально тонкие профили, не учитывая ветровые нагрузки. Помню объект в Сочи, где пришлось переделывать всю партию из-за недостаточной жесткости коробки. Пришлось усиливать армированием — добавили стальные вкладыши в стойки.
Ещё больное место — фурнитура. Немецкие механизмы, конечно, надежны, но для бюджетных решений иногда рациональнее использовать турецкие аналоги. Хотя в последней партии для офисного центра в Москве всё же поставили Roto — переплатили, зато после трёх лет эксплуатации ноль рекламаций.
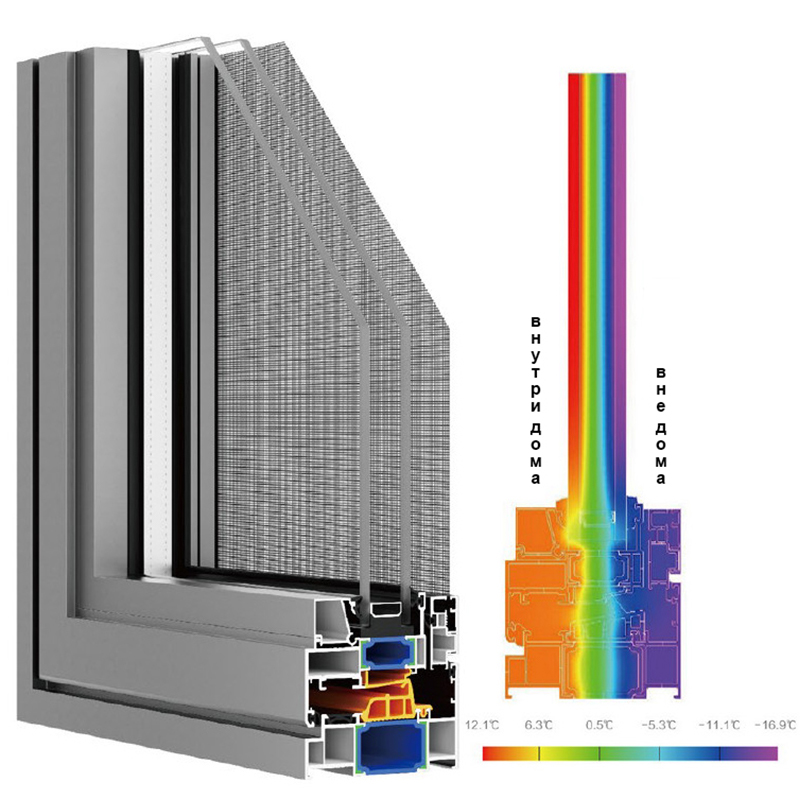
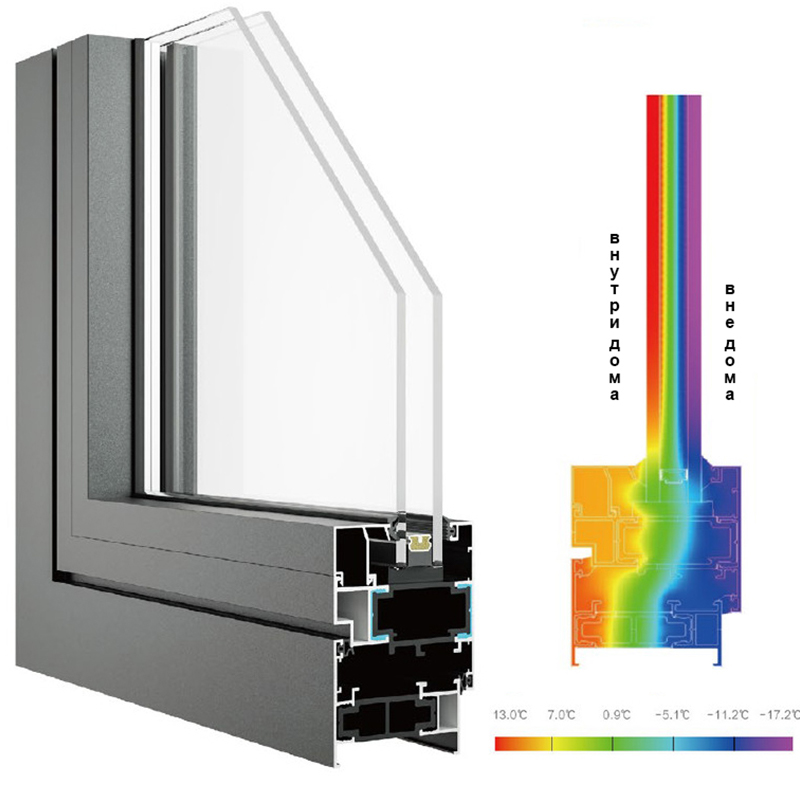
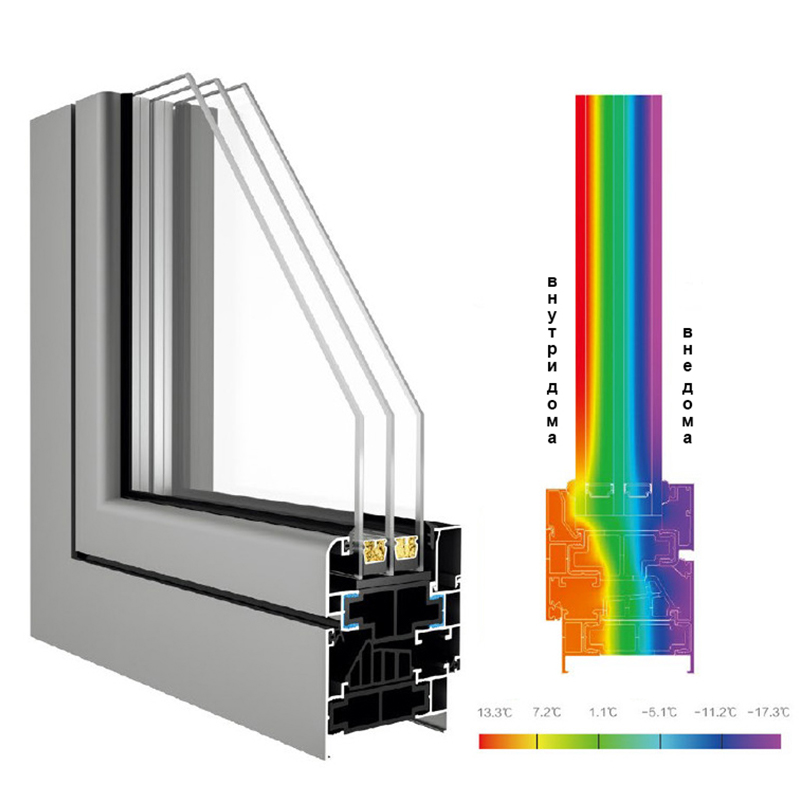
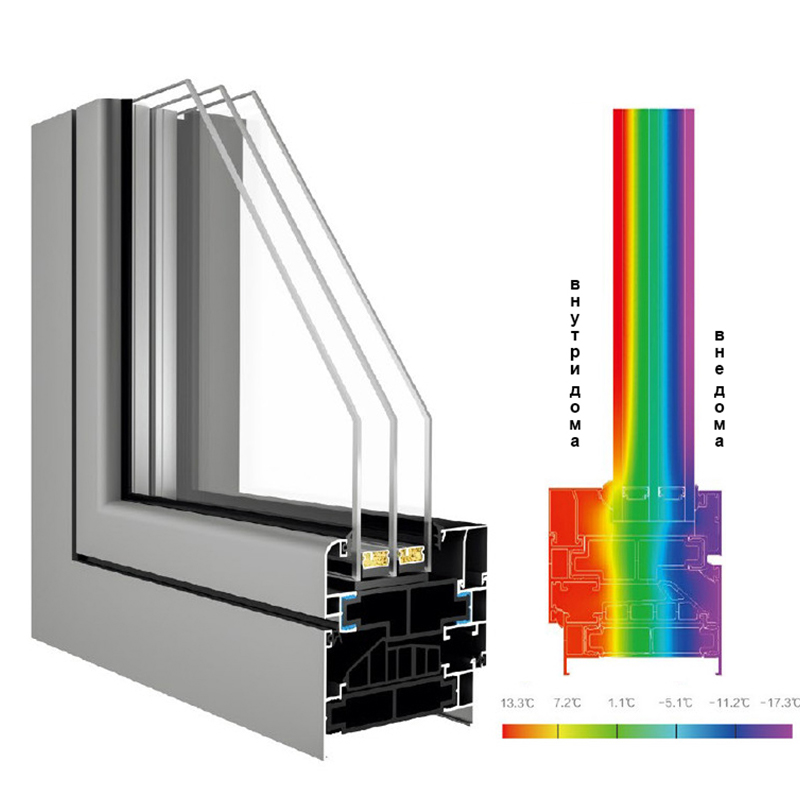
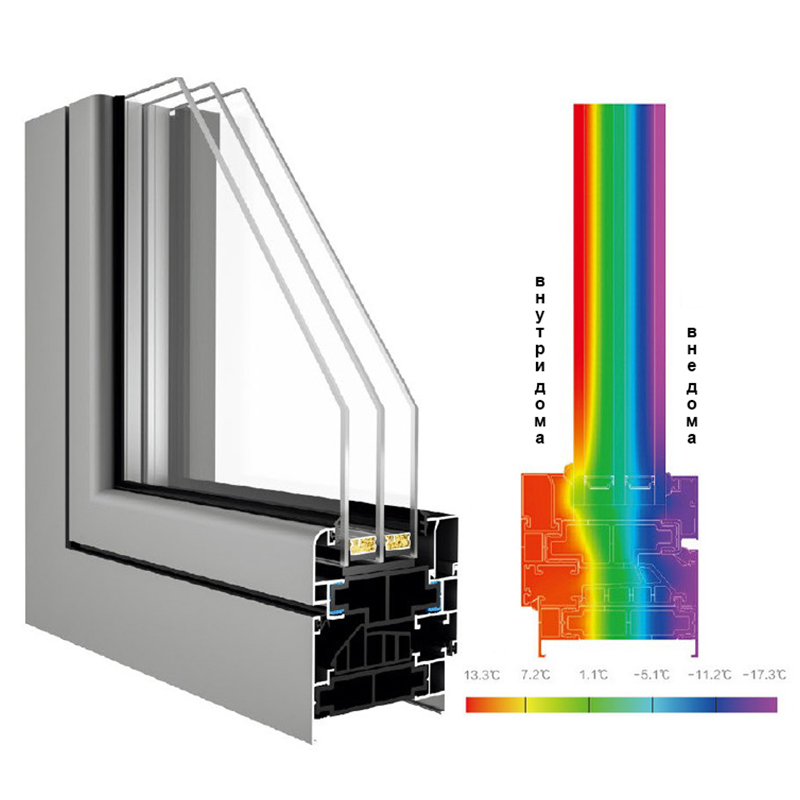
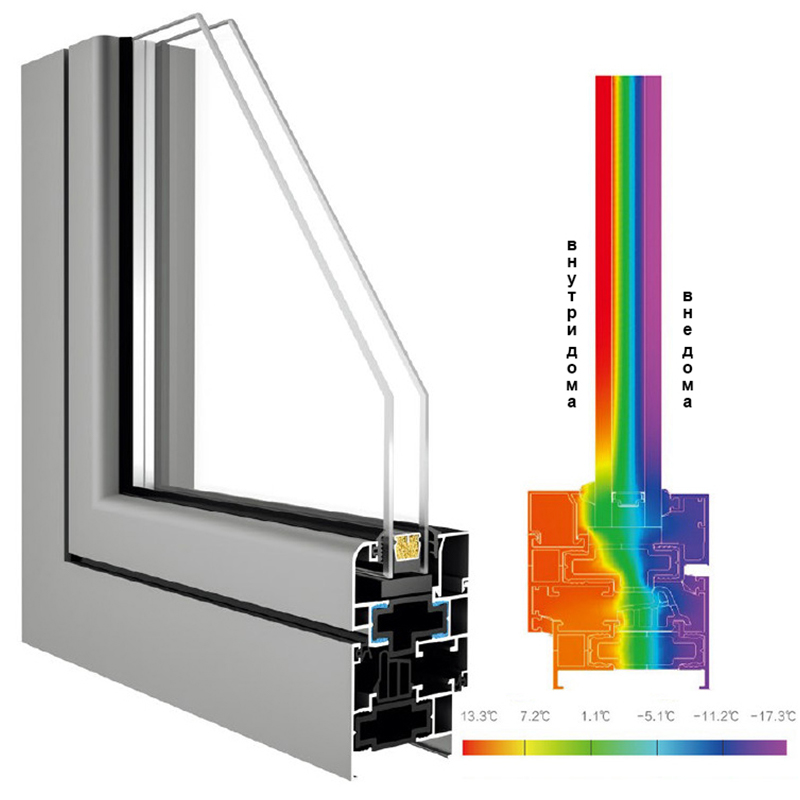
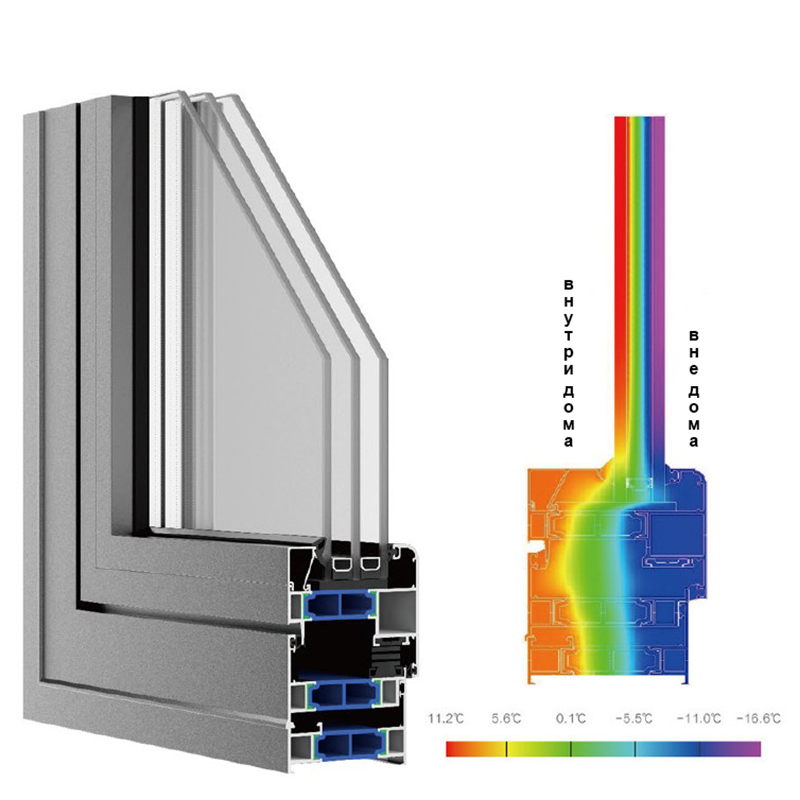
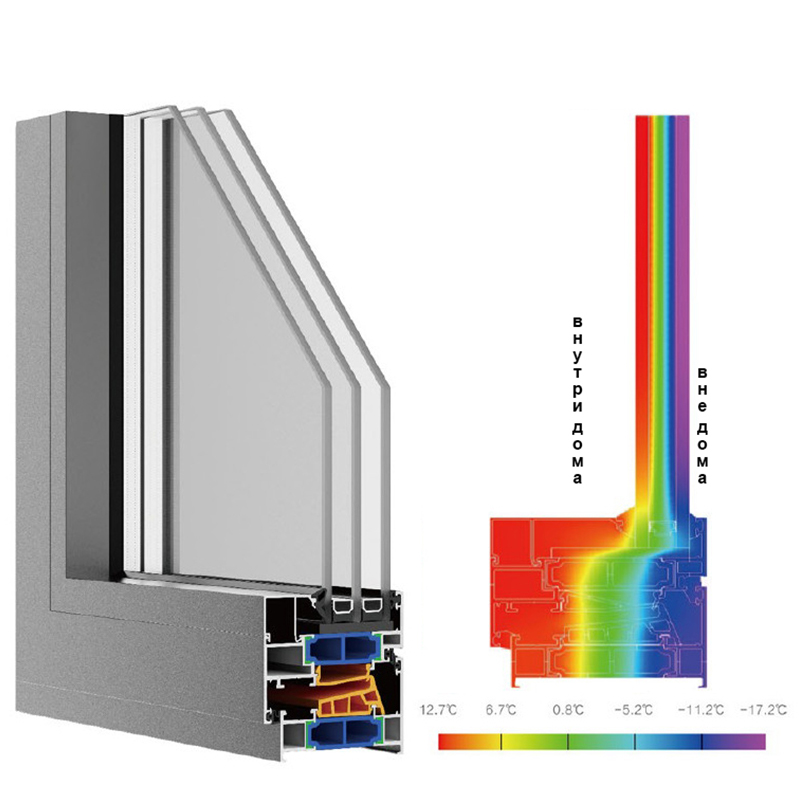
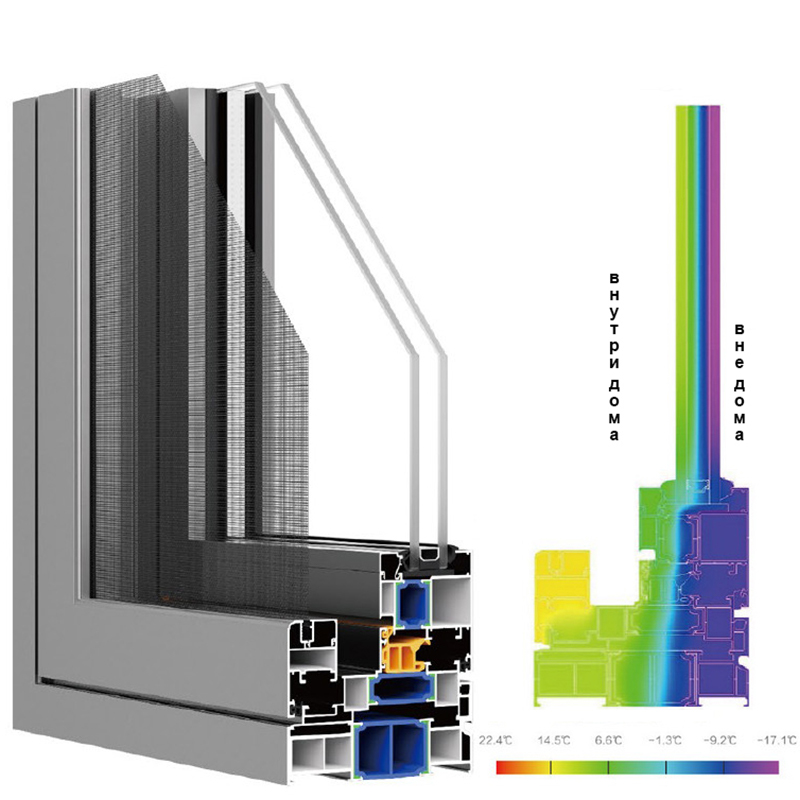
Теплоразрывы — отдельная тема. Многие думают, что полиамидные вставки сами по себе решают все проблемы. Но если не рассчитать глубину паза под стеклопакет, даже трёхкамерный профиль будет промерзать. Мы в SINDRE для северных регионов всегда делаем тестовые образцы — кладём в морозильную камеру при -40°C.
Фрезеровка под замки — та операция, где любая неточность фатальна. На старте производства у нас была история с браком: фрезеровочный станок дал погрешность в 0.2 мм, и серия из 30 дверей не стала на раму. Пришлось экстренно менять оснастку.
Анодирование против порошковой покраски — вечный спор. Для уличных конструкций я всё же рекомендую анодирование, хоть оно и дороже. Особенно в приморских регионах, где соль разъедает покрытие. Но тут важно контролировать толщину слоя — бывало, поставщики экономят на электрохимии, и через год появляются белёсые разводы.
Сборка углов — только механическая с торцевым фрезерованием. Клеевые соединения, которые некоторые используют для экономии, не выдерживают циклических нагрузок. Проверяли на испытательном стенде: после 20 000 циклов открывания клей начинает крошиться.
Самая частая ошибка монтажников — неверное позиционирование двери в проёме. Особенно в панельных домах, где откосы часто 'завалены'. Приходится использовать лазерные нивелиры, хотя многие бригады до сих пор работают с пузырьковыми уровнями. Результат — перекосы и сквозняки.
Узлы примыкания к стене — отдельная головная боль. Для кирпичных стен используем паропроницаемые ленты, для бетонных — силиконовые герметики. Но вот в сталинских домах с толстой штукатуркой лучше комбинировать оба варианта. Запомнился случай, когда пришлось демонтировать уже установленную дверь из-за выступившего конденсата — не учли точку росы в месте примыкания.
Регулировка петель — кажется мелочью, но именно из-за неё чаще всего возникают проблемы с закрыванием. Особенно в тяжёлых дверях с остеклением. Мы разработали для монтажных бригад чек-лист: проверка по трём осям с записью зазоров в паспорте объекта.
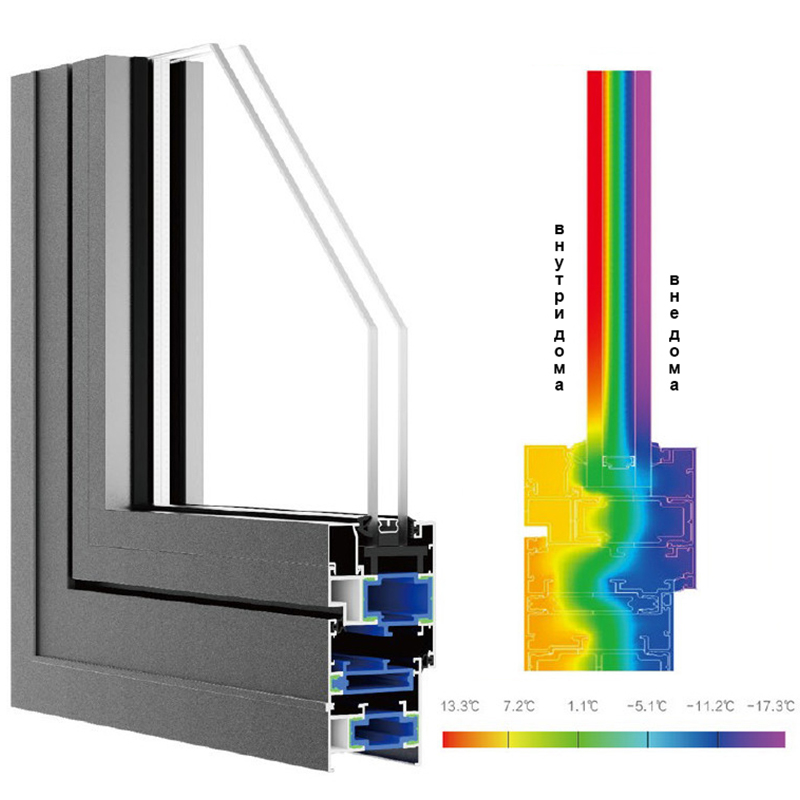
Сейчас все гонятся за коэффициентом теплопередачи, но не всегда это оправдано. Для технических помещений достаточно обычного профиля с двухкамерным стеклопакетом. А вот для жилых объектов уже считаем каждый ватт — иногда выгоднее сделать профиль шире, но с более простой системой терморазрыва.
В SINDRE мы тестируем разные конфигурации в теплокамере. Недавно для проекта в Якутске пришлось разрабатывать специальный профиль с шестью камерами — стандартные решения не проходили по расчётам. Зато теперь используем эту разработку для всех объектов в арктической зоне.
Баланс между ценой и характеристиками — всегда компромисс. Иногда клиенты требуют 'самое лучшее', но по факту переплачивают за невостребованные опции. Стараюсь объяснять: для тёплого склада в Краснодаре и для квартиры в Мурманске нужны принципиально разные решения.
Входной контроль материалов — основа. Раз на партии алюминиевых профилей попался брак: микротрещины в зоне прессования. Обнаружили только после покраски — проявились дефекты поверхности. С тех пор проверяем ультразвуком выборочно каждую партию.
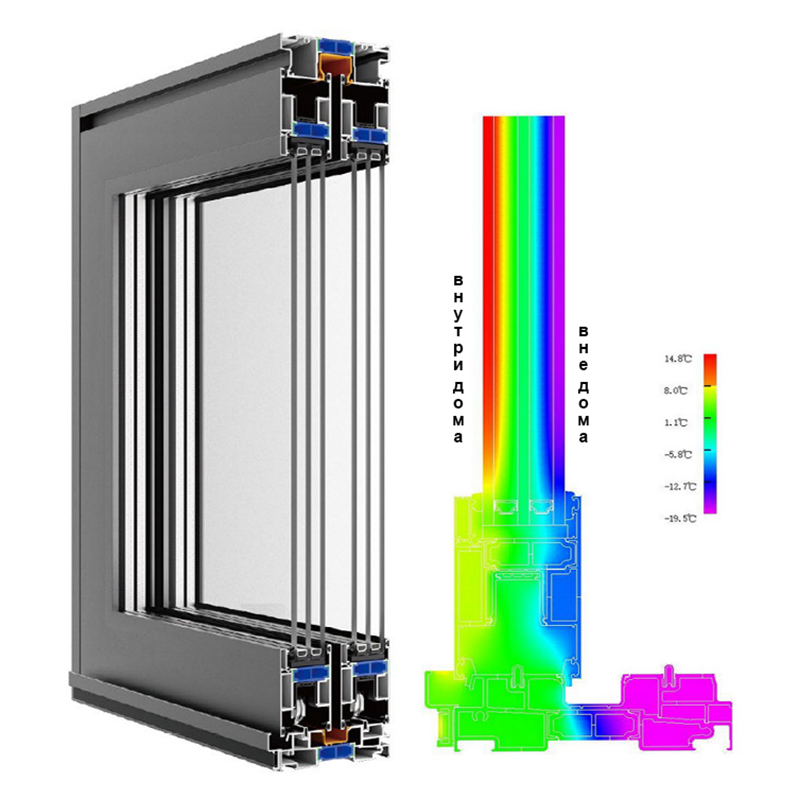
Сборка — самый уязвимый этап. Даже с ЧПУ-станками бывают огрехи. Ввели обязательную проверку геометрии готовых блоков специальными шаблонами. Особенно важно для раздвижных систем — там зазоры должны быть в пределах 1 мм.
Упаковка — казалось бы, мелочь. Но как-то раз при транспортировке повредили фурнитуру из-за неправильной фиксации в контейнере. Теперь используем индивидуальные картонные кейсы с пенопластовыми вкладышами для каждой фурнитурной группы.
Умные замки — тренд, но не панацея. Встраиваем электронику в алюминиевый профиль сложно — мешают терморазрывы. Приходится прокладывать проводку через специальные каналы, что увеличивает стоимость. Для массового рынка пока оптимальны механические замки с возможностью последующей доустановки электроники.
Гибридные системы — алюминий плюс дерево или композиты. Интересное направление, но пока дорогое. Экспериментировали с термодревесиной в качестве вставок — получилось эстетично, но для серийного производства невыгодно.
Автоматизация производства — мы в SINDRE постепенно внедряем роботизированную сварку углов. Пока только для крупных партий, но точность повысилась на 15%. Планируем к следующему году перевести на автоматику 70% операций.
Арочные проёмы — всегда вызов. Гнуть алюминиевый профиль дорого, чаще используем сегментные соединения. Но тут критично качество стыковки — малейшая неточность, и появляются щели. Для особо ответственных объектов делаем полноразмерные макеты из МДФ перед запуском в производство.
Цветовые решения — клиенты всё чаще хотят нестандартные оттенки. С порошковой покраской проще, но есть ограничения по палитре RAL. Для эксклюзивных проектов используем многослойное напыление — дорого, но позволяет добиться уникальных эффектов вроде металлика или хамелеона.
Габаритные конструкции — для спортивных комплексов или производственных цехов. Тут главная проблема — логистика. Как-то раз пришлось демонтировать часть фасада здания, чтобы занести дверной блок размером 4×6 метров. Теперь всегда требуем от заказчиков предоставлять схемы подъездных путей и проёмов на стадии проектирования.

.jpg)