-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь про заводское изготовление алюминиевых дверей, многие сразу представляют конвейер с роботами, но в реальности даже на современных производствах вроде нашего остаются участки, где решение принимает человек с микрометром в руках. Например, прессование профилей – казалось бы, автоматизированный процесс, но если не отслеживать температуру сплава в реальном времени, получится брак, который заметишь только после покраски.
Вот смотри – берем стандартный профиль 6060, но для дверей с повышенной ветровой нагрузкой добавляем локальные усиления. В прошлом месяце как раз был заказ для объекта в Сочи, где по проекту требовалась стойкость к 250 кг/м2. Рассчитали сечение, но при тестовых испытаниях выявили деформацию в узле притвора. Пришлось экстренно дорабатывать конструкцию штампованной вставкой.
Порошковое напыление многие считают простым этапом, но именно здесь чаще всего возникают проблемы с адгезией. Особенно зимой, когда в цех попадает влага с одежды рабочих. Мы на заводе поставили дополнительные осушители после того, как потеряли партию дверей для медицинского центра – через полгода на поверхности появились микротрещины.
Сборка фурнитуры – отдельная история. Немецкие петли выдерживают заявленные 200 000 циклов только при идеальной соосности. А добиться ее при сварке коробки – это искусство. Как-то пришлось переделывать 30 дверей из-за миллиметрового смещения, которое проявилось после монтажа на объекте.
Наш завод алюминиевых дверей использует линию итальянской фирмы Elmet, но со своими доработками. Например, увеличили ход портального резака для обработки нестандартных профилей до 7 метров. Это позволило брать заказы на панорамные конструкции, хотя изначально станок был рассчитан на максимум 6.5 м.
Система ЧПУ – вообще отдельный разговор. Программисты постоянно вносят правки в ПО, потому что стандартные алгоритмы не учитывают специфику российских ГОСТов. Например, требования к глубине паза под уплотнитель у нас строже, чем в Европе.
Вакуумный подъемник – казалось бы, вспомогательное оборудование, но без него пришлось бы увеличить штат на 3 человека. Особенно при сборке конструкций с остеклением триплекс, где вес створки достигает 120 кг.
С алюминиевым сплавом вечная дилемма – заказчики хотят сэкономить, но при этом требуют гарантию 10 лет. Приходится искать компромиссы. Например, для внутренних дверей иногда используем профиль 6063, хотя он менее устойчив к перепадам температур. Но обязательно предупреждаем об этом в документации.
Фурнитура – больная тема. Китайские аналоги в 2 раза дешевле, но мы работаем только с австрийскими производителями. После случая, когда на объекте в Краснодаре заклинило механизм блокировки из-за перегрева на солнце. Пришлось демонтировать 17 дверей за наш счет.
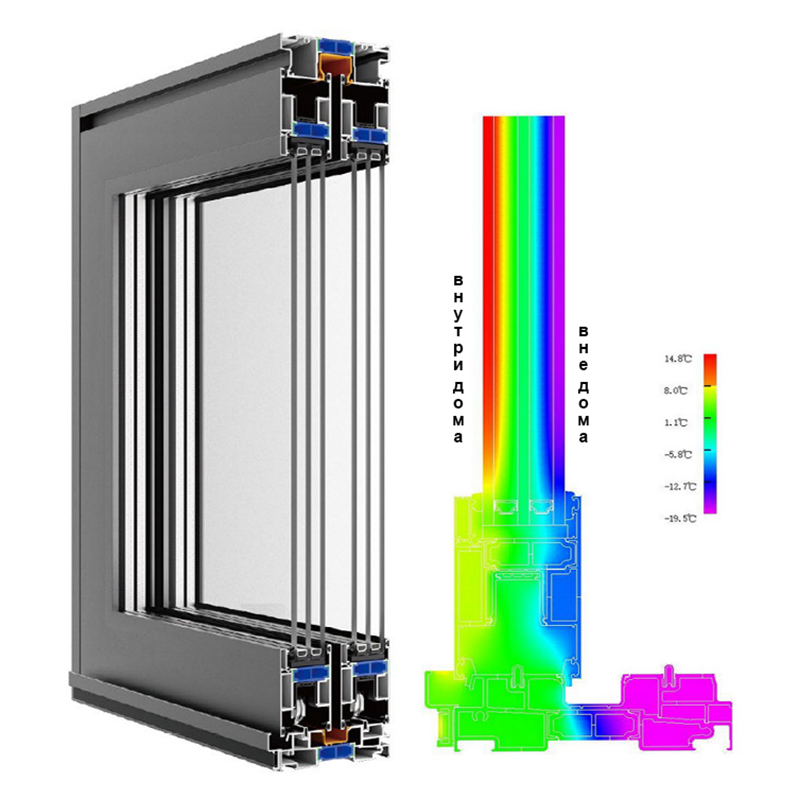
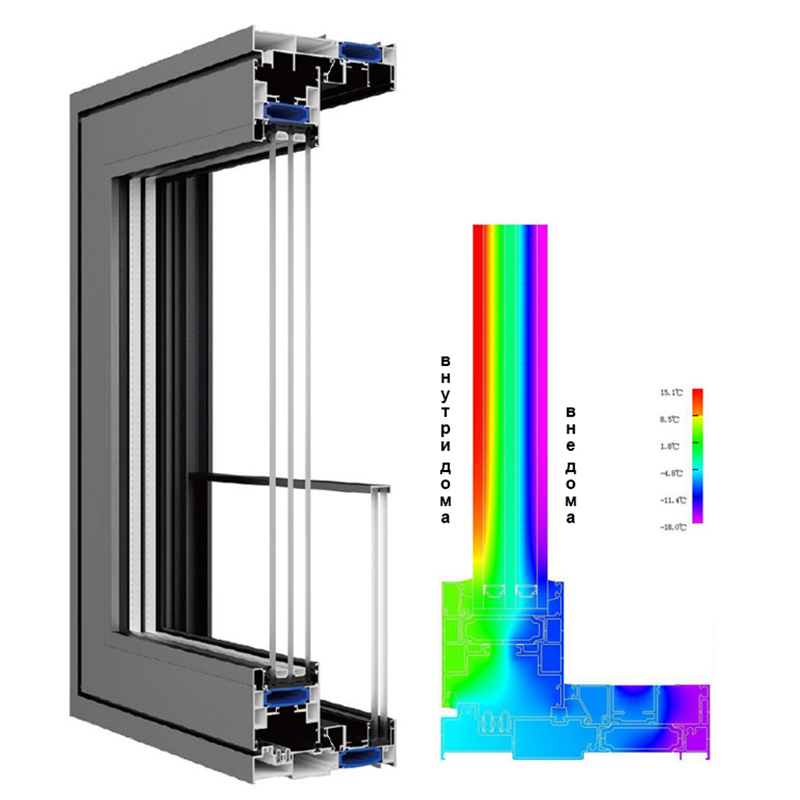
Уплотнители теряют эластичность уже при -35°C, хотя в сертификатах пишут -50°C. Поэтому для северных регионов разработали специальный профиль с двойным контуром. Недешевое решение, но иначе нареканий не избежать.
Входной контроль материалов – это святое. Как-то приняли партию анодированного профиля без проверки толщины покрытия. В результате через месяц на объекте появились пятна коррозии. Теперь каждый погонный метр проверяем толщиномером.
Этап сборки – здесь важна каждая мелочь. Например, зазор между створкой и коробкой должен быть 2.5±0.3 мм. Если меньше – будет трение, если больше – продувание. Рабочие со стажем определяют это на глаз, но мы все равно используем калибры.
Упаковка – кажется мелочью, но именно при транспортировке чаще всего появляются вмятины. Перешли на угловые прокладки из вспененного полиэтилена вместо картонных. Увеличило себестоимость, но сократило рекламации на 15%.
Для складов и производственных помещений делаем двери с усиленным каркасом. Стандартный профиль усиливаем стальными вкладышами – технология не новая, но требует точной подгонки. Последний заказ был для логистического центра, где требовалась стойкость к ударам погрузчиков.
Противопожарные двери – отдельная категория. Здесь не только особые требования к материалам, но и к сборке. Например, терморасширяющиеся ленты должны монтироваться с точностью до миллиметра, иначе при нагреве не заполнят зазоры.
Для объектов с повышенными санитарными нормами (пищевые производства, лаборатории) используем бесстыковую отделку. Углы не свариваем, а гнем на специальном станке. Дорого, но исключает накопление загрязнений в швах.
Раньше делали упор на унификацию, сейчас переходим на индивидуальные решения. Например, разработали систему модульных профилей, которые можно комбинировать под конкретные задачи. Особенно востребовано в реконструкции зданий, где проемы часто имеют отклонения от стандартов.
Внедрили систему маркировки каждой детали. Теперь при рекламации можно точно установить, кто и когда изготавливал узел. Сначала рабочие сопротивлялись, но когда система помогла выявить брак на раннем этапе – приняли.
Пересмотрели подход к тестированию. Раньше проверяли выборочно, теперь – каждую дверь. Особенно циклы открывания-закрывания. Обнаружили, что 5% продукции не выдерживают заявленные 100 000 циклов из-за дефектов литья роликов.
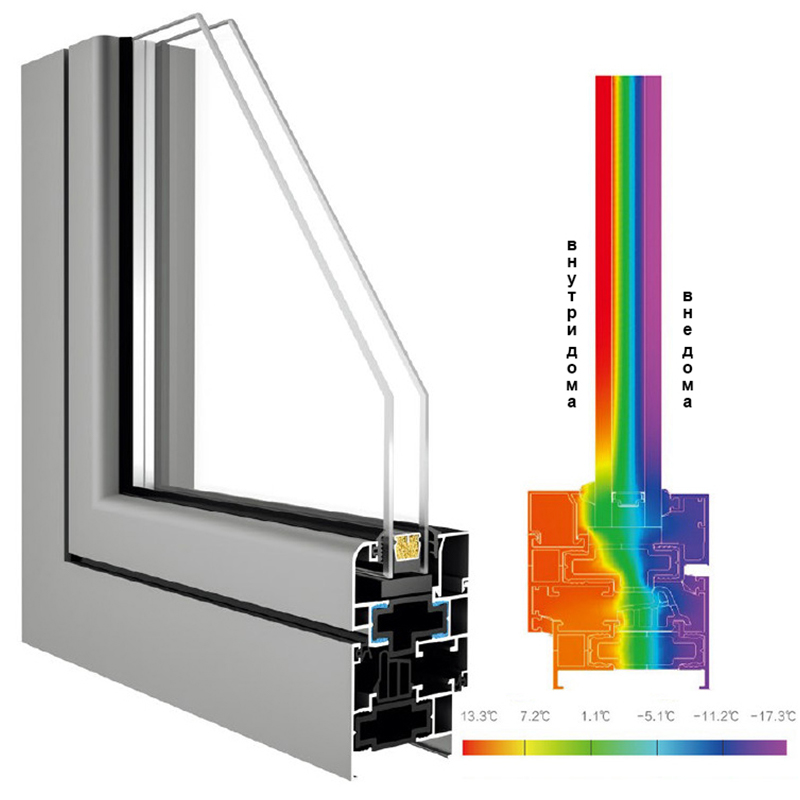
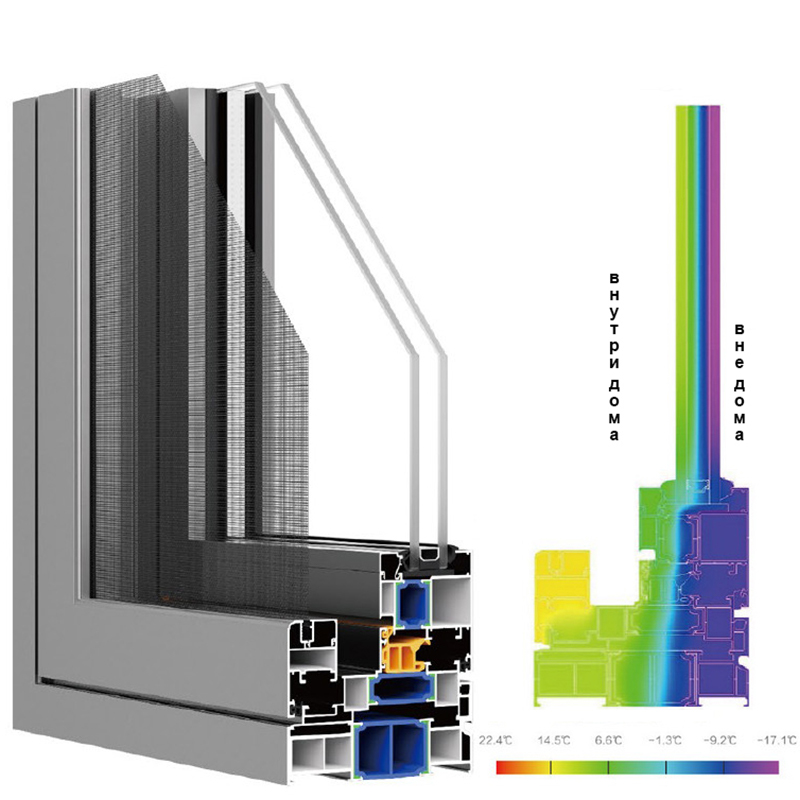
Сейчас экспериментируем с композитными вставками для повышения теплоизоляции. Стандартное заполнение пенополиуретаном не всегда эффективно при экстремальных температурах. Тестируем материал с аэрогелем – дорого, но для премиального сегмента подойдет.
Проблема с кадрами – молодые специалисты не хотят идти на производство. Приходится обучать с нуля, теряя время. Ввели систему наставничества, но это полумеры.
Сырье постоянно дорожает, но повышать цены не всегда возможно. Оптимизируем раскрой – разработали программу, которая учитывает специфику каждого заказа. Сэкономили 7% материала за последний квартал.
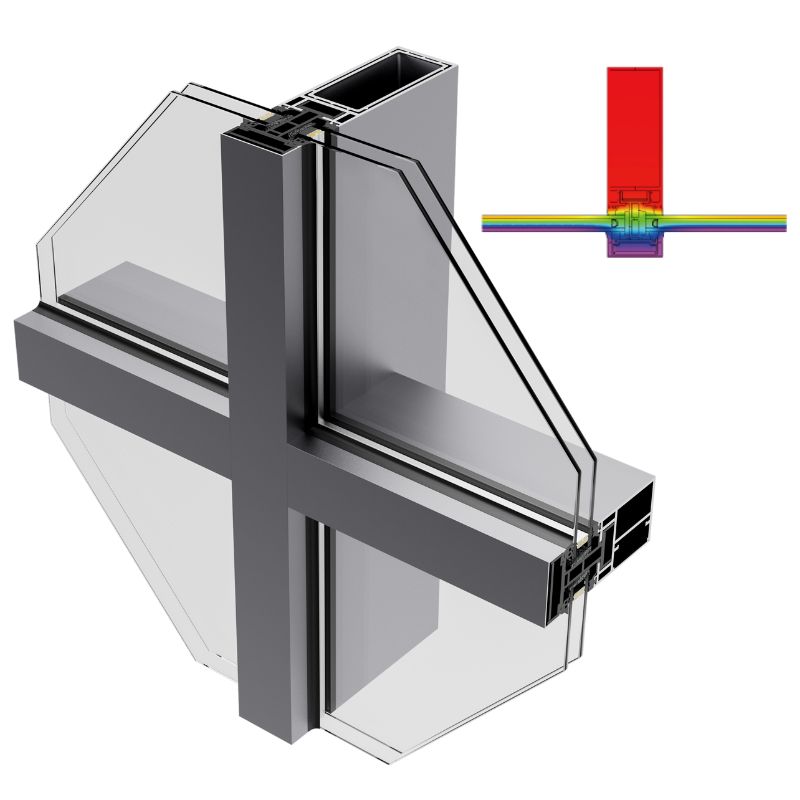
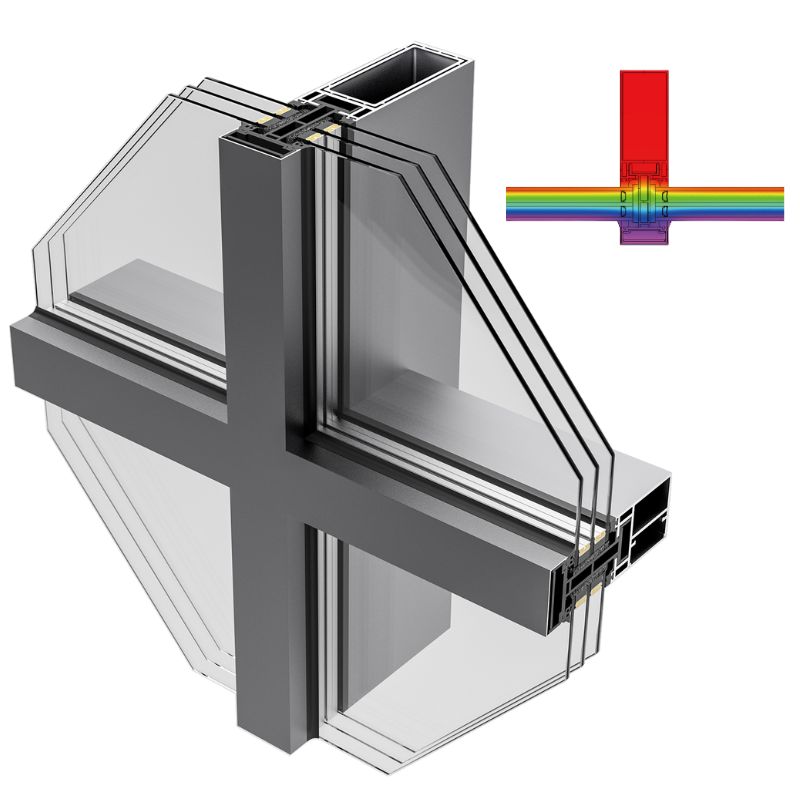
В последнее время активно работаем с ООО 'Гуандун Синдин Новые материалы' – их сайт https://www.sindrehitech.ru регулярно посещаем для изучения новинок. Особенно impressedовали их энергосберегающие решения для навесных стен, которые адаптировали для наших дверных систем.
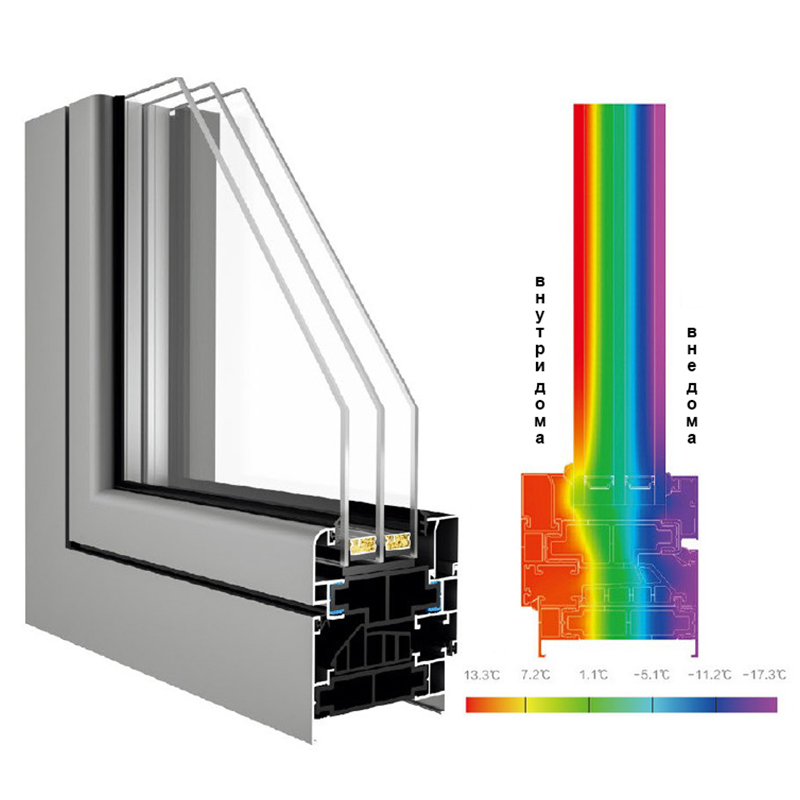
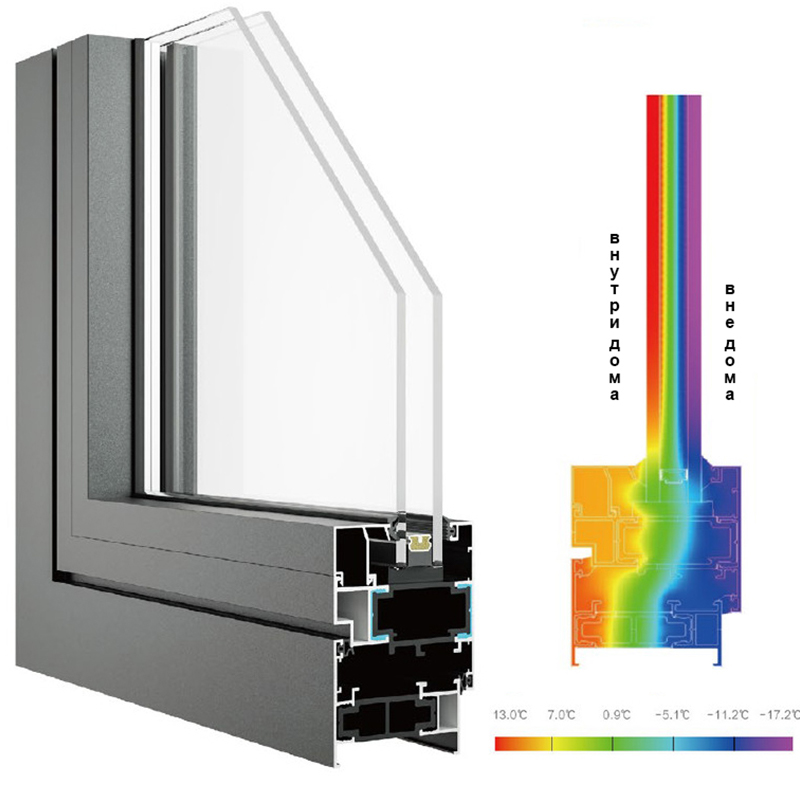
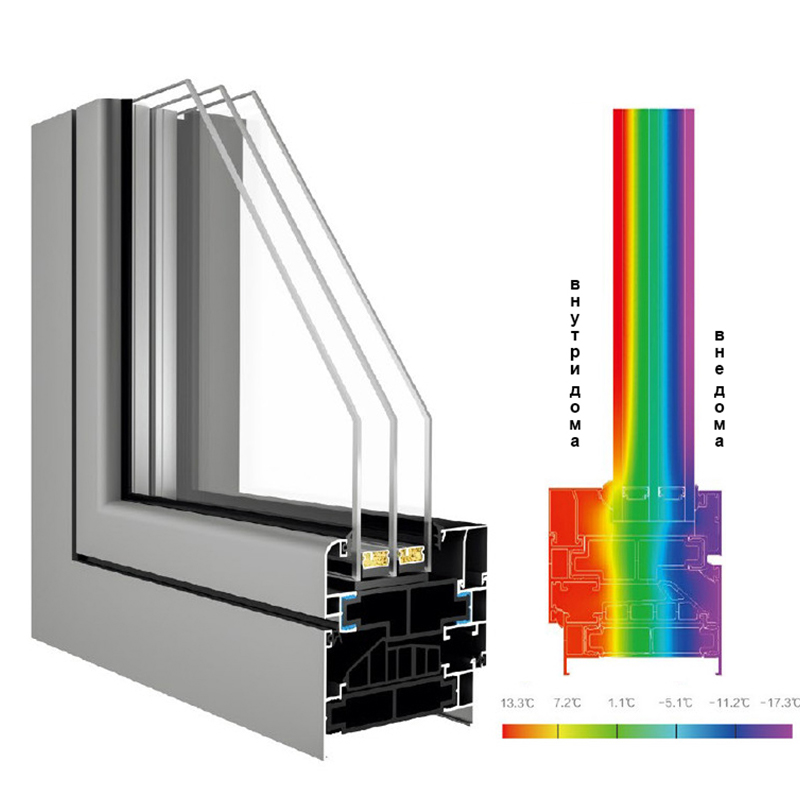
Брали у них терморазрывные профили для проекта в Якутске. Поначалу сомневались в заявленных характеристиках, но испытания в термокамере подтвердили заявленные R=1.2 м2?°C/Вт. Хотя пришлось дорабатывать крепежные узлы – наш стандартный крепеж не подошел.
Их подход к крупномасштабным решениям для энергосберегающих дверей близок нашей философии производства. Переняли систему контроля качества на участке покраски – теперь используем их методику определения толщины покрытия.
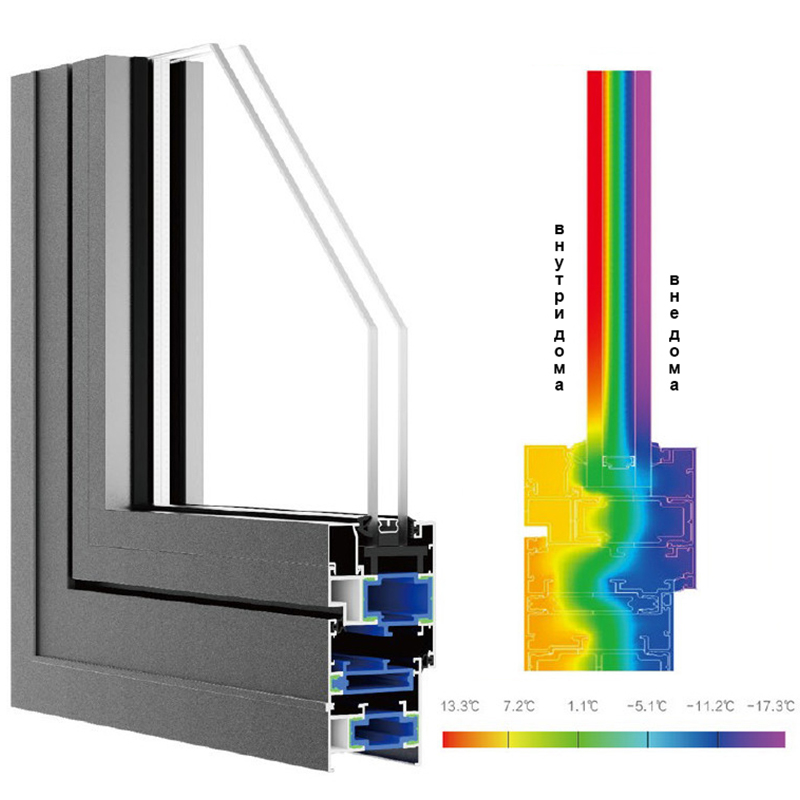
Совместно разрабатываем профиль для высотных зданий с повышенными требованиями к ветровой нагрузке. Пока на стадии тестов, но первые результаты обнадеживают – при 350 кг/м2 деформация не превышает 1/300 длины пролета.



.jpg)