-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь про заводы по изготовлению алюминиевых дверей, многие сразу представляют гигантские цеха с роботами – но на деле даже крупные производители вроде SINDRE сталкиваются с тем, что каждый заказ требует ручной подгонки. Главное заблуждение – думать, что алюминиевый профиль это просто ?нарезал и собрал?.
Мы в SINDRE изначально ориентировались на типовые проекты, но быстро выяснилось: даже при использовании сертифицированного алюминиевого профиля геометрия проёмов в новостройках ?плавает? до 15 мм. Пришлось разрабатывать систему компенсационных зазоров – сейчас это есть в наших техкартах, но тогда мы потеряли три партии из-за неправильного расчёта температурных швов.
Особенно проблемными оказались объекты с панорамным остеклением – там где по проекту идут алюминиевые двери высотой под 3 метра, классические усиления не работали. Пришлось совместно с металлургами разрабатывать кастомные сплавы серии 6060-T66, хотя изначально планировали обойтись стандартными 6063.
До сих пор помню, как на объекте в Сочи пришлось экстренно менять всю партию фурнитуры – производитель указал нагрузку 120 кг, а на практике створки провисали уже через месяц. Теперь мы тестируем каждый типоразмер на стендах с циклическими нагрузками, данные выложены на sindrehitech.ru в разделе испытаний.
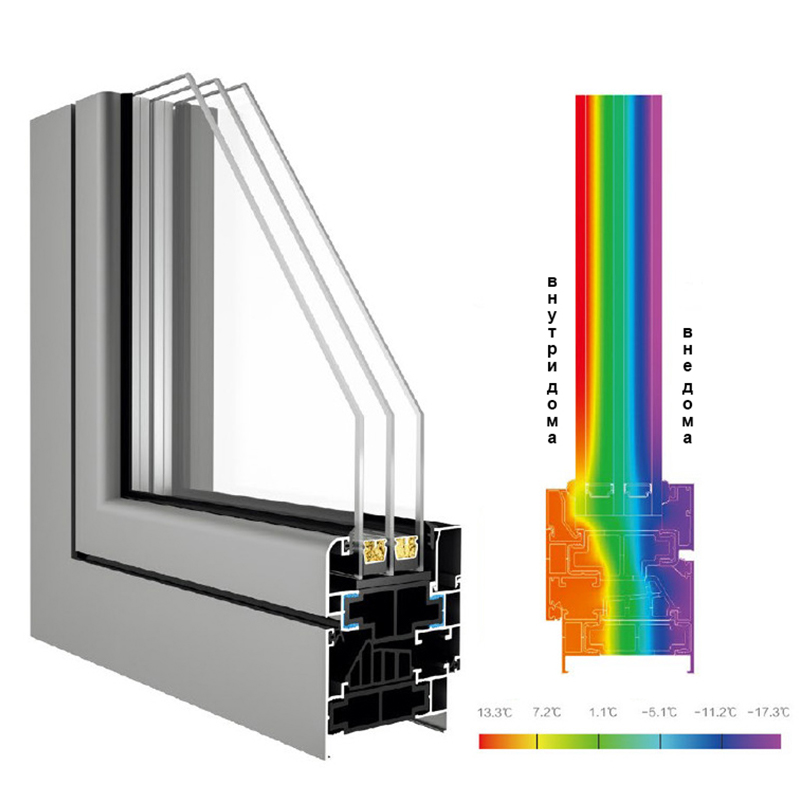
Сборка алюминиевых дверей – это не просто свинчивание профилей. Например, многие недооценивают важность торцевого фрезерования – если не делать дренажные каналы под углом, в стыках будет скапливаться конденсат. Мы в SINDRE после наладки пятиосевого станка с ЧПУ сократили рекламации по запотеванию на 80%.
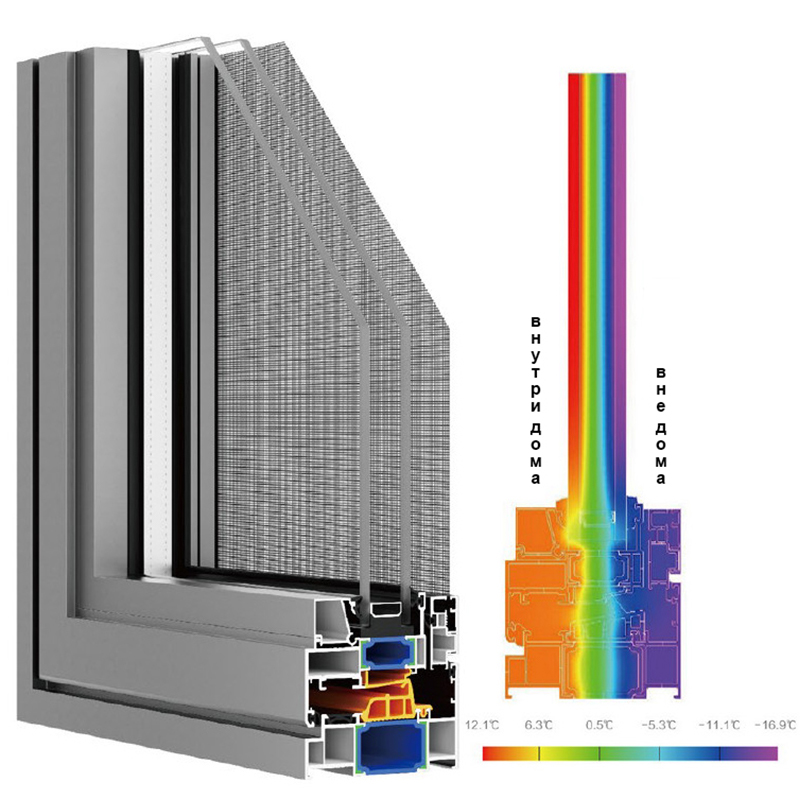
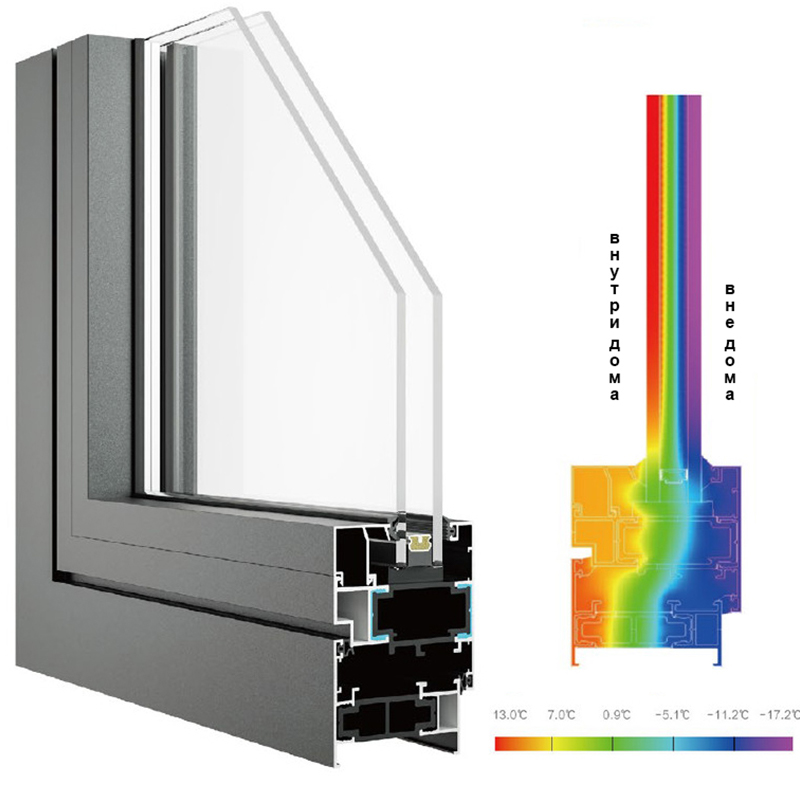
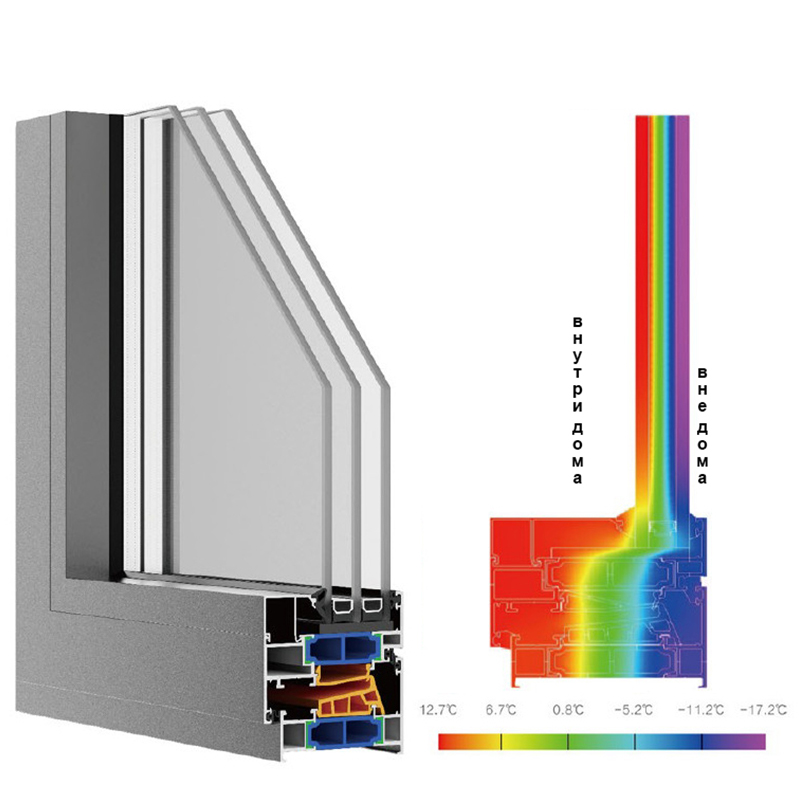
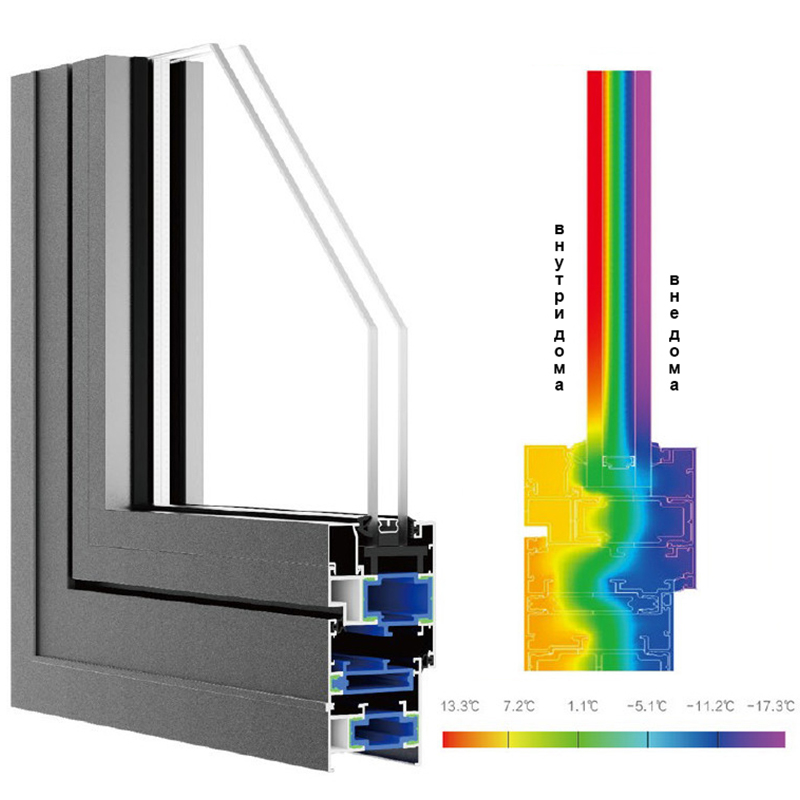
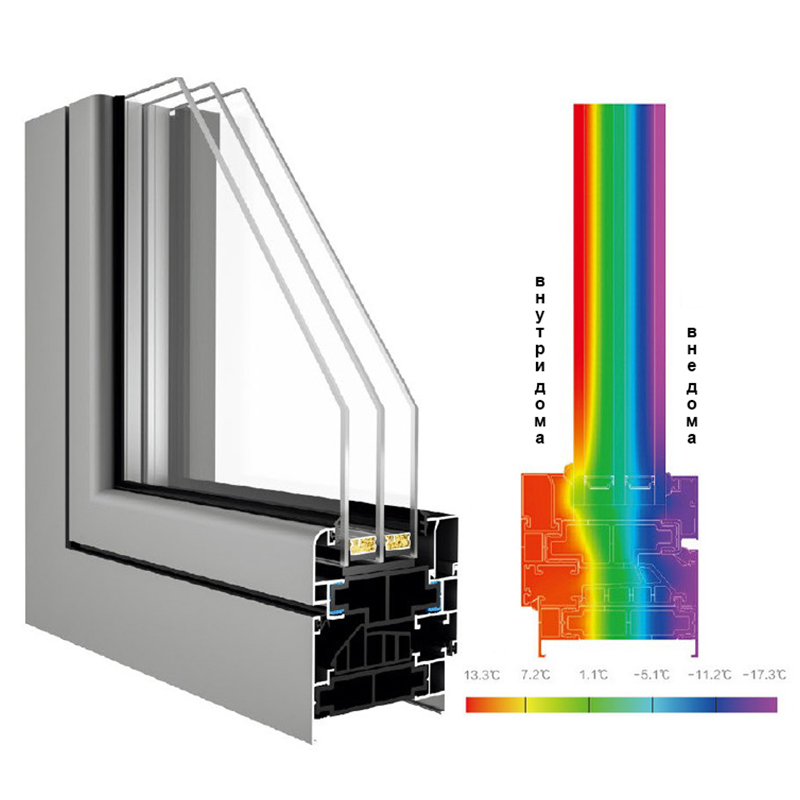
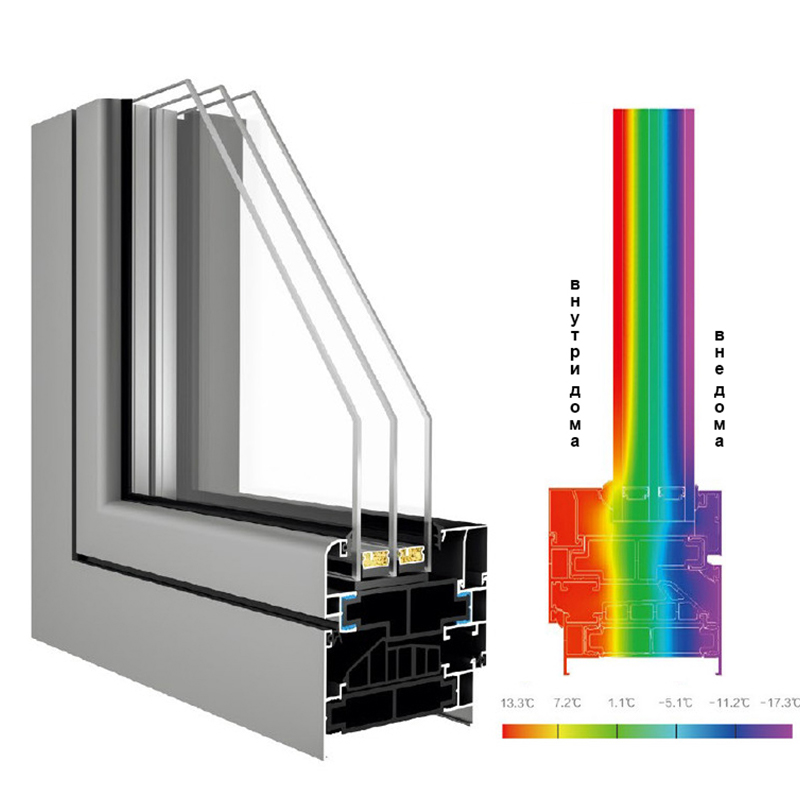
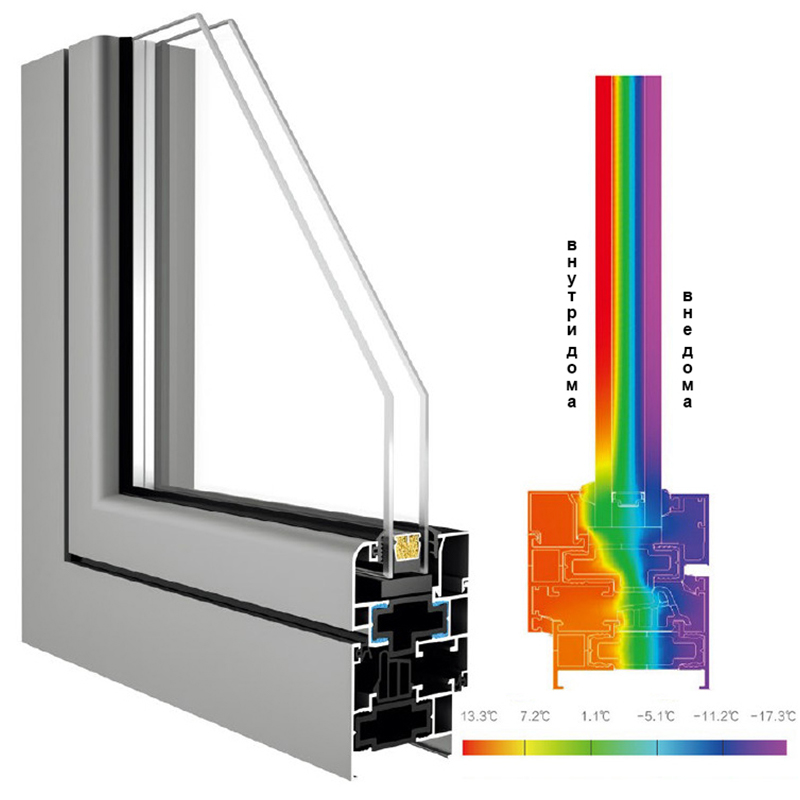
При терморазрыве есть нюанс: некоторые заводы экономят на полиамидных вставках, но мы убедились – только стеклонаполненные PA66 с армированием 25% выдерживают русские зимы. Кстати, это одна из причин, почему наши двери алюминиевые идут с гарантией 10 лет, хотя конкуренты дают максимум 5.
Сейчас внедряем лазерную сварку в среде аргона – традиционные методы давали микротрещины в зонах примыкания импостов. Но признаюсь, первые эксперименты были провальными: при температуре ниже -15°С шов получался хрупким. Пришлось разрабатывать подогрев зоны сварки.
Раньше мы не придавали значения транспортировке – пока не столкнулись с деформацией створок при перевозке в обычных фурах. Теперь используем только специализированные контейнеры с пневмоподвеской, хотя это удорожает себестоимость на 12%.
На сайте sindrehitech.ru мы честно пишем про условия доставки – многие клиенты сначала возмущаются, но после первого же заказа понимают, почему мы не экономим на транспорте. Особенно критично для объектов с стеклопакетами триплекс – малейший перекос и трещина по всей высоте.
Кстати, про упаковку: перешли на вакуумную плёнку с силикагелем – после того как в Новосибирске получили партию с коррозией в местах конденсата. Казалось бы, мелочь, но именно такие детали отличают завод от гаражной мастерской.
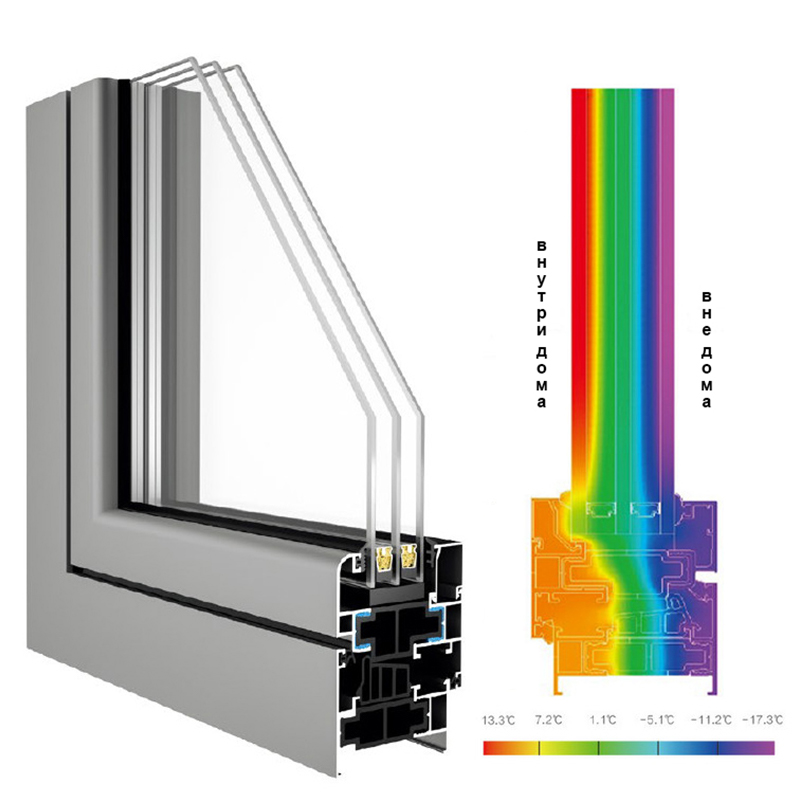
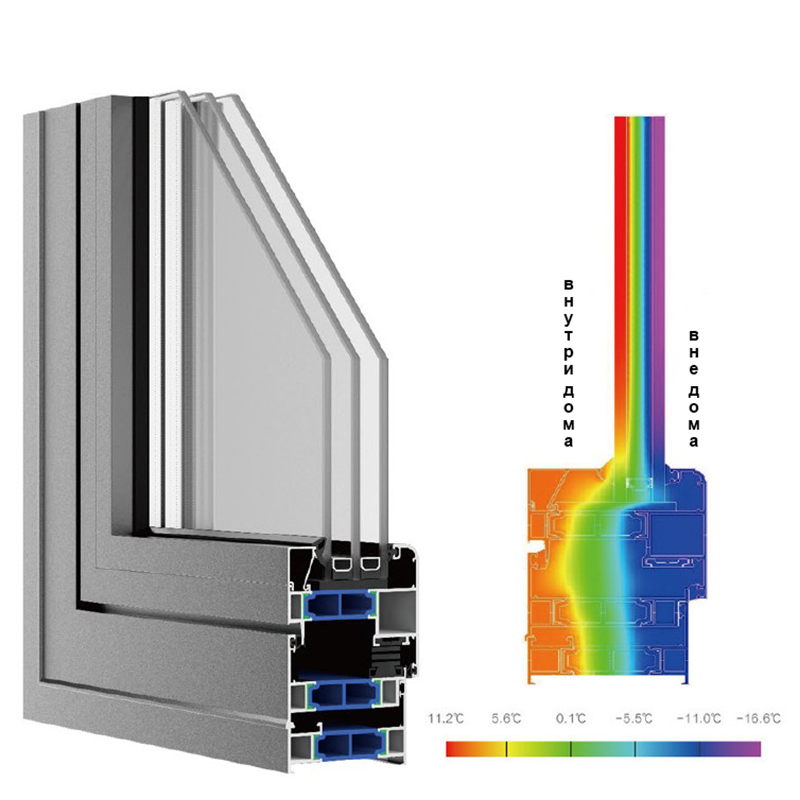
Все гонятся за сопротивлением теплопередаче профиля, но мы выяснили – до 40% теплопотерь происходит через притвор. Наши инженеры разработали трёхконтурный уплотнитель с разной плотностью EPDM – сейчас это патентованная технология, хотя начиналось с проб и ошибок.
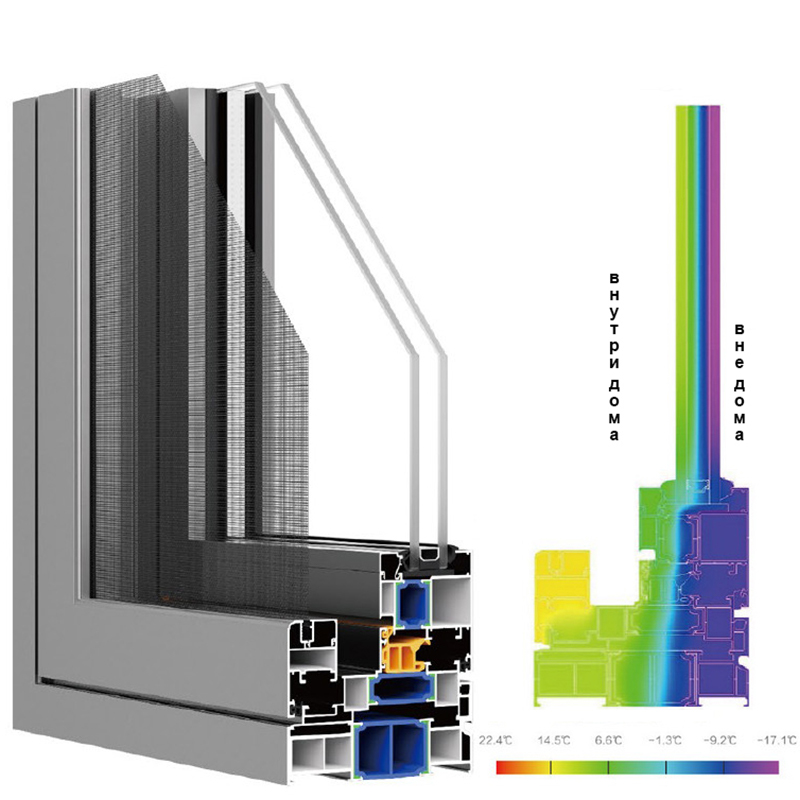
При тестировании в камере тепловизора обнаружили интересный эффект: алюминиевые двери с анодированием давали мостики холода в местах крепления ручек. Пришлось переходить на термоизолированные кронштейны – увеличило стоимость, но зато прошли сертификацию по пассивному дому.
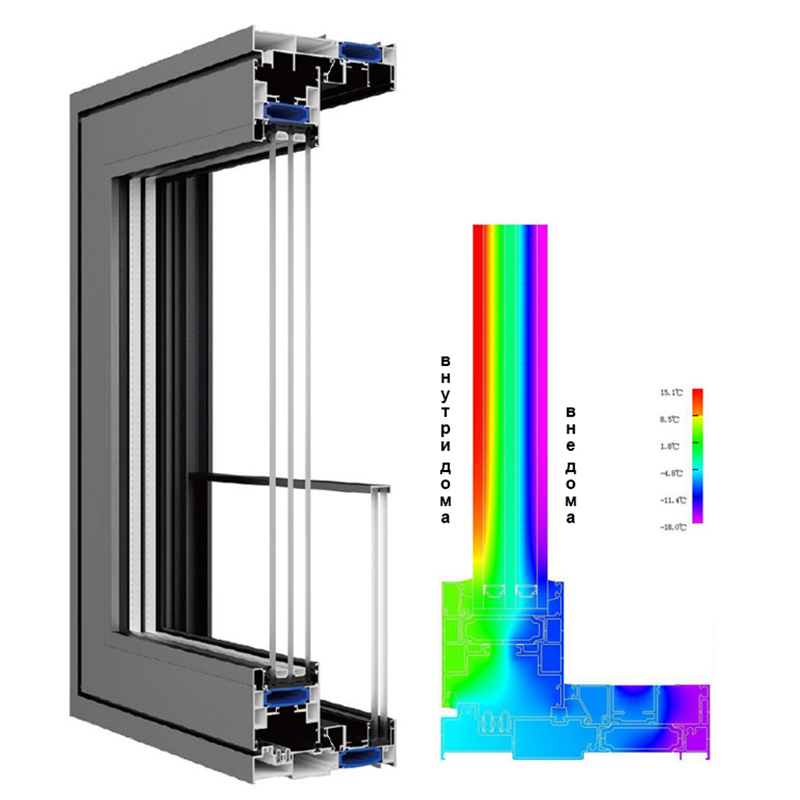
В SINDRE сейчас экспериментируем с напылением керамического покрытия на внутренние камеры – идея в том, чтобы снизить лучистый теплообмен. Пока результаты обнадёживающие, но серийное внедрение дороговато.
Пять лет назад мы сделали ставку на автоматизацию производства алюминиевых дверей, но не учли, что российский рынок требует гибкости. Пришлось сохранять два цеха – роботизированный для типовых решений и ручной для нестандартных проектов.
Сейчас видим тренд на комбинированные системы – например, двери алюминиевые с деревянными накладками. Изначально скептически отнеслись, но оказалось востребовано в премиальном сегменте. Пришлось закупать фрезерные станки для фигурной обработки дерева.
Главный урок – нельзя полностью доверять европейским стандартам. Наши клиенты требуют другого подхода к нагрузкам, другим температурным режимам. Сейчас SINDRE разрабатывает отдельную линейку specifically для Урала и Сибири – с усиленными петлями и морозостойкой фурнитурой.
Мало кто рассказывает про проблему электрохимической коррозии в местах контакта алюминия с нержавейкой. Мы на собственном опыте убедились – даже качественная нержавеющая сталь может создавать гальваническую пару. Пришлось внедрять биметаллические прокладки.
Ещё один момент – цветостойкость порошковых покрытий. После того как в Краснодаре наши двери алюминиевые выцвели за два сезона, перешли на полиэстер с УФ-защитой. Дороже, но сохраняют цвет десятилетиями – проверено в Крыму.
Сейчас на sindrehitech.ru выложили реальные отчёты испытаний – не рекламные буклеты, а протоколы с дефектами. Клиенты ценят честность, хотя сначала менеджеры были против – мол, конкуренты будут использовать. Практика показала – доверие важнее.

.jpg)