-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда ищешь в сети 'Китай производство алюминиевых окон производители', сразу видишь море предложений. Многие думают, что главное — найти того, кто сделает дешевле. На деле, это первый шаг к проблемам. Цена — это лишь верхушка. Настоящая игра начинается с понимания, что ты покупаешь не просто металлопластик, а целую систему: от состава сплава и типа покрытия до терморазрыва и фурнитурной логики. И вот здесь китайский рынок неоднороден. Есть кустарные цеха, которые соберут что угодно по вашим эскизам, но гарантий никаких. А есть заводы, которые работают по европейским протоколам, с собственными инженерными отделами и тестовыми лабораториями. Разница — как между рыночным ширпотребом и серийным продуктом с паспортом. Сам наступал на эти грабли лет семь назад, когда заказал первую партию 'эконом' для объекта в пригороде. Окна встали красиво, но через сезон часть начала 'потеть' на стыках импостов, а фурнитура на некоторых створках начала люфтить. Причина — экономия на угловом армировании и использование фурнитуры неизвестного происхождения. С тех пор принцип прост: производство алюминиевых окон должно быть не просто сборкой, а технологической цепочкой с контролем на каждом этапе.
Основное заблуждение — считать, что весь алюминий для окон одинаков. На самом деле, многое зависит от первичного сплава и метода экструзии. Крупные производители, как правило, используют сплавы серии 6060 или 6063, которые лучше поддаются прессованию и дают стабильную геометрию. Видел, как на одном из заводов в Гуандуне привозят алюминиевые слитки — они проходят спектральный анализ прямо на входе. Если химсостав не соответствует, партию возвращают. Это не для галочки — при нарушении пропорций магния и кремния профиль может потерять прочность или плохо переносить анодирование.
Сама экструзия — это тоже искусство. Скорость прессования, температура матрицы, последующее охлаждение — всё влияет на внутренние напряжения в металле. Потом профиль идет на старение в печи, чтобы стабилизировать структуру. Нередко мелкие фабрики пропускают этот этап или делают его 'условно', что потом выливается в геометрические деформации уже на объекте, особенно в крупноформатных конструкциях. Запомнил один случай: заказали панорамные окна для кафе. Вроде всё проверили, а после монтажа заметили, что некоторые рамы чуть 'ведут' — не идеальная плоскость. Оказалось, партия профиля была недодержана в печи. Пришлось демонтировать. Теперь всегда спрашиваю про протоколы термообработки.
И конечно, покрытие. Здесь два основных пути: порошковая окраска и анодное оксидирование. Порошковая краска — это не просто цвет. Толщина слоя, адгезия, устойчивость к УФ — всё решает качество краски и подготовка поверхности. Хорошие заводы используют системы наподобие AkzoNobel или Tiger, имеют камеры напыления с рекуперацией и многоступенчатую фосфатацию перед покраской. Анодирование — дороже, но даёт уникальную стойкость. Важно контролировать толщину оксидного слоя — оптимально от 15 до 20 микрон. Меньше — будет слабая защита, больше — может появиться хрупкость. Это та деталь, которую не видно глазу, но она определяет, как окно будет выглядеть через 10 лет.
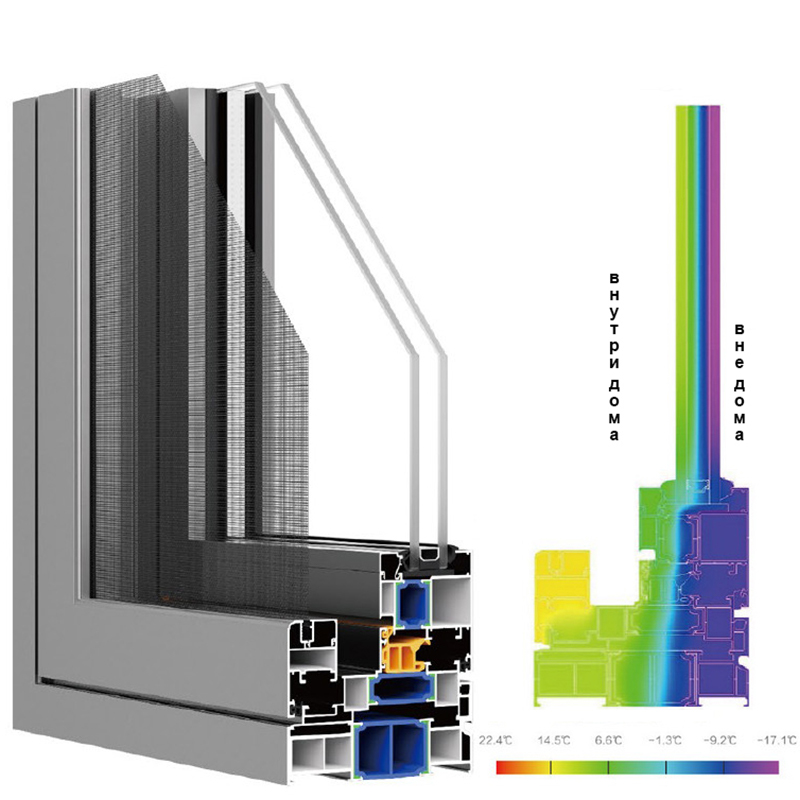
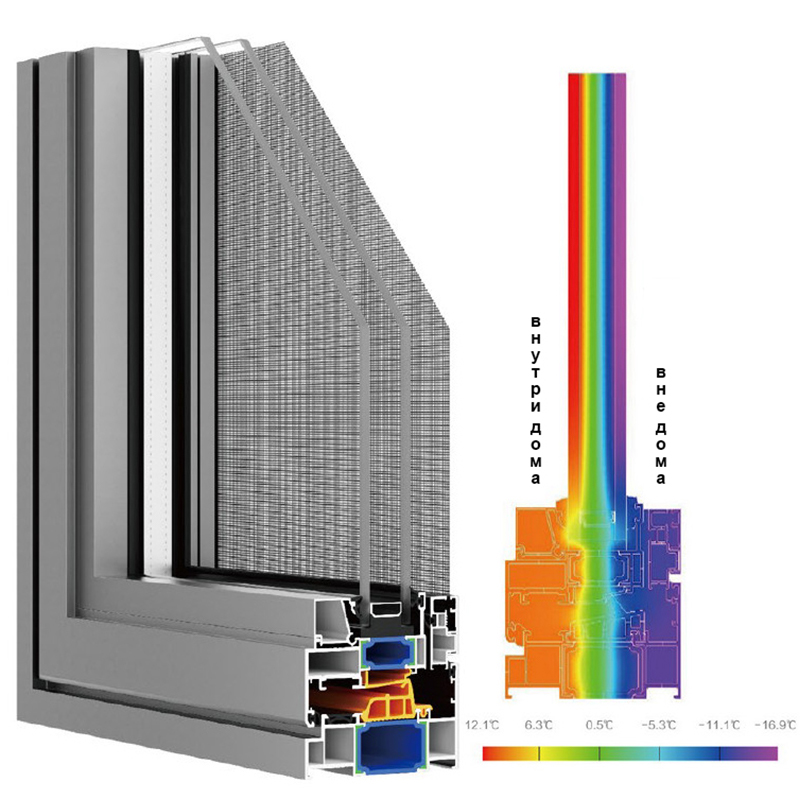
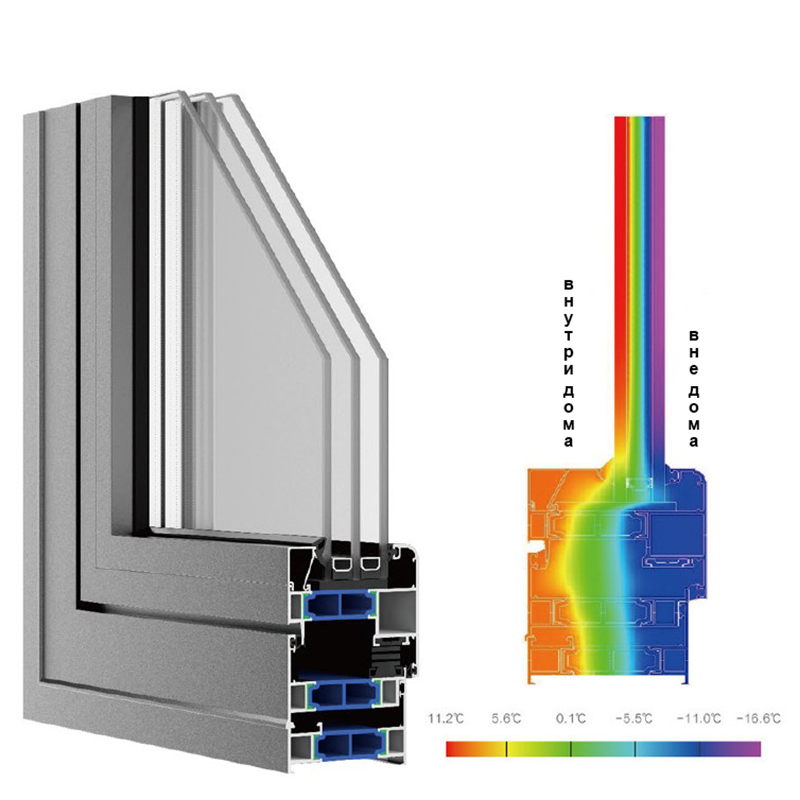
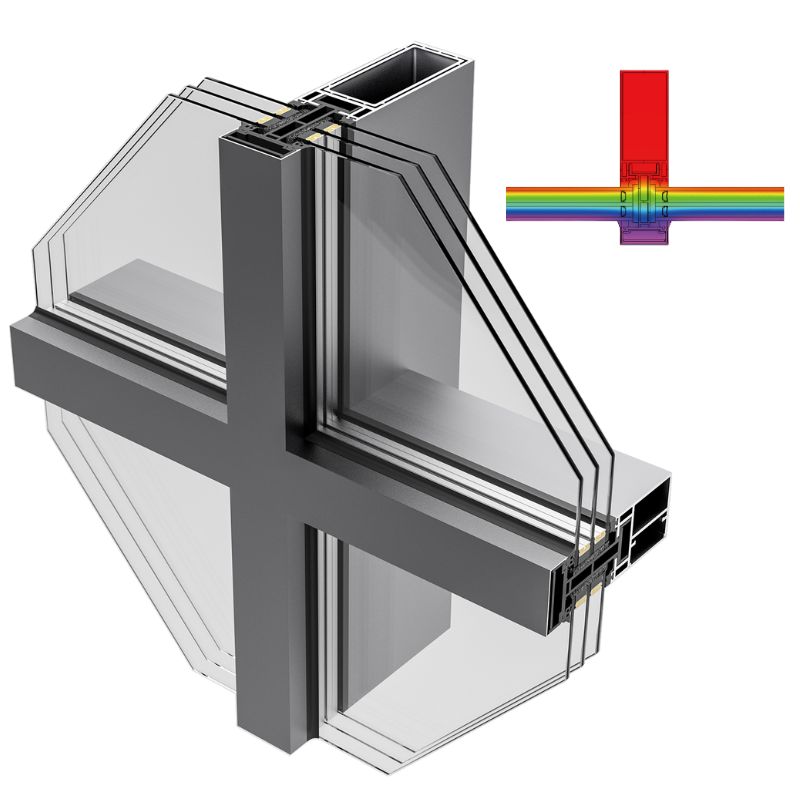
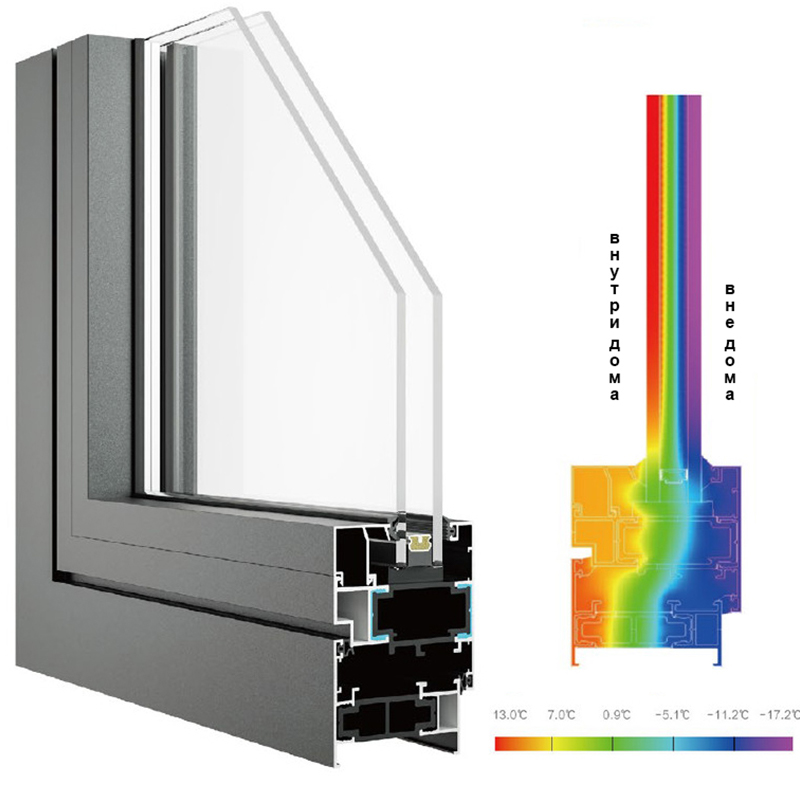
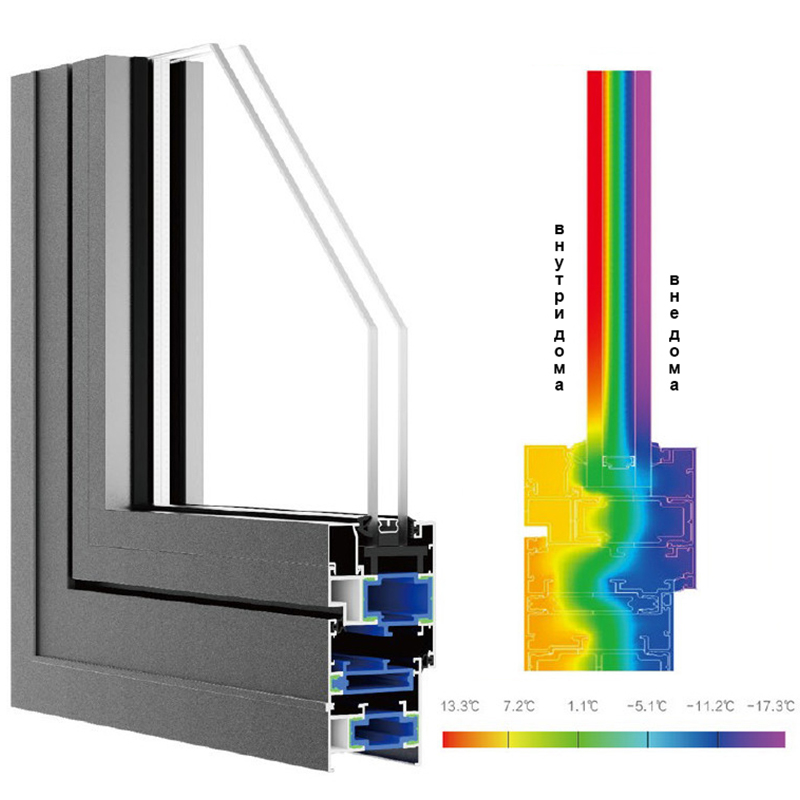
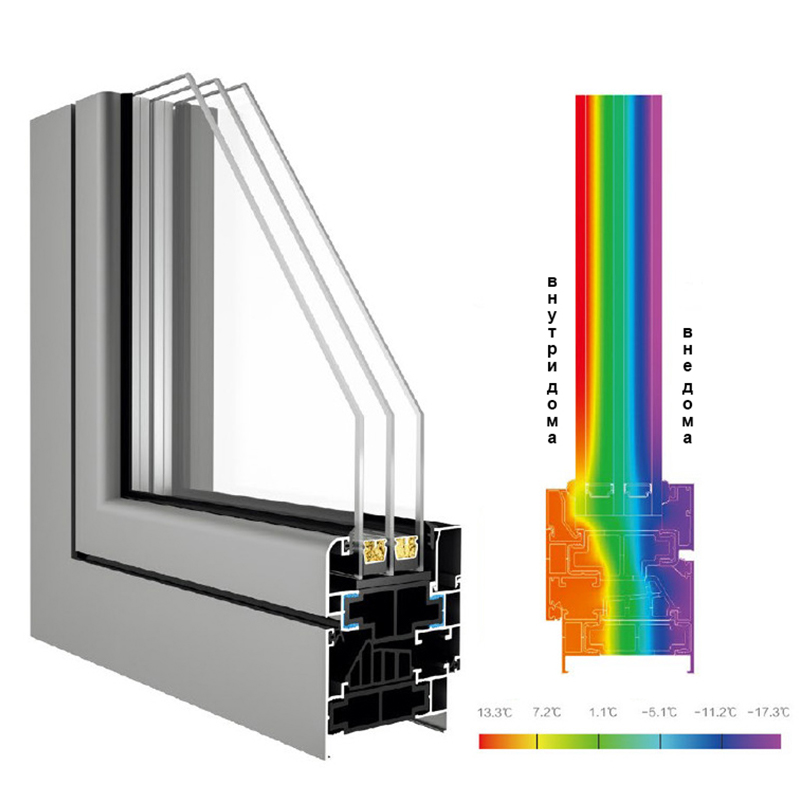
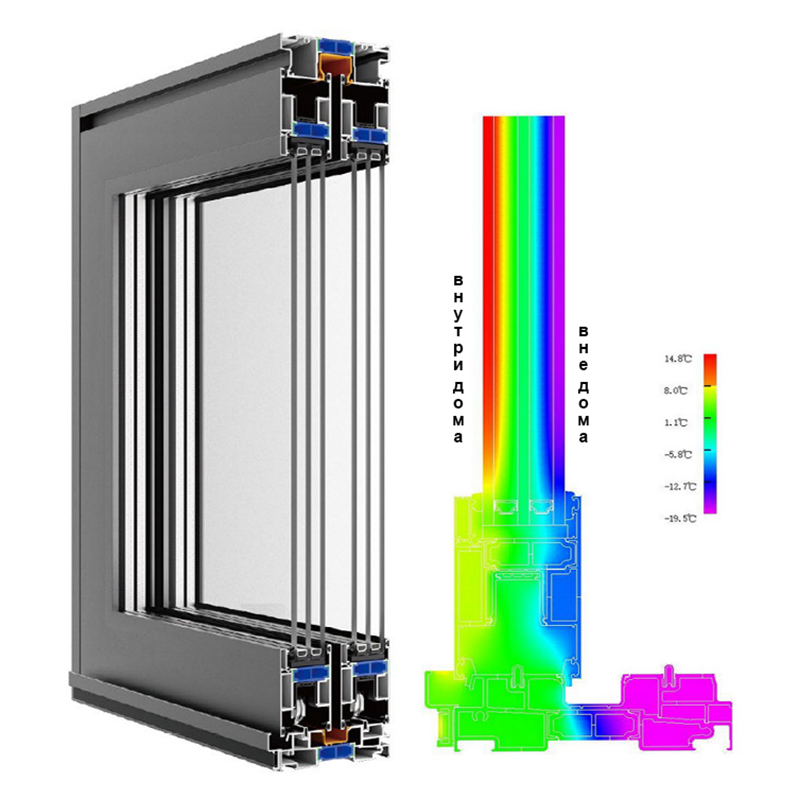
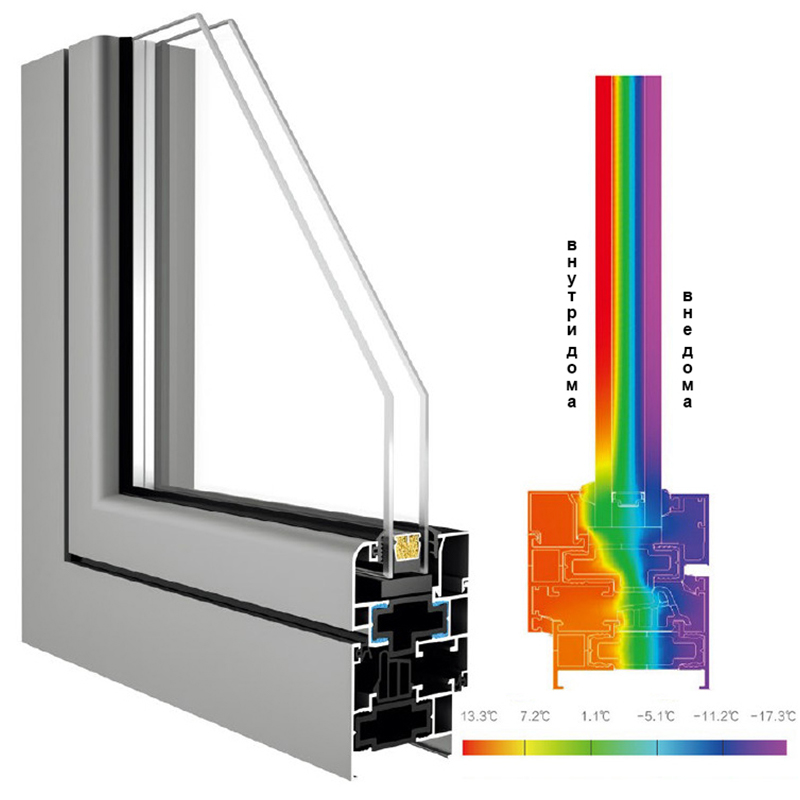
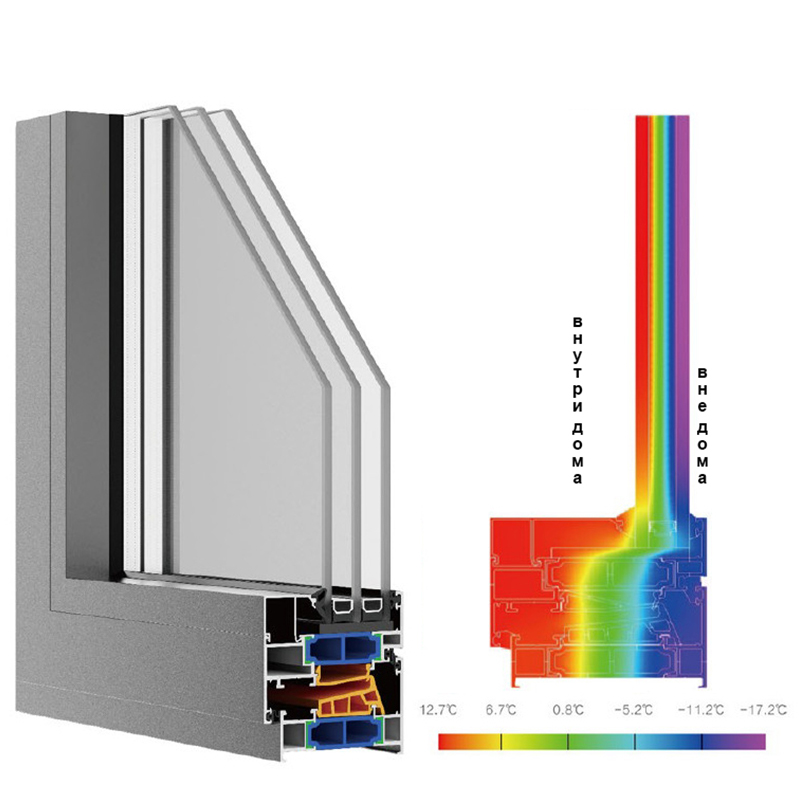
В России часто ищут 'тёплый алюминий', и китайские поставщики охотно это предлагают. Но терморазрыв терморазрыву рознь. Самый простой и дешёвый вариант — полиамидная вставка-мостик, вклеенная в паз. Работает, но при больших перепадах температур может терять эластичность, а со временем — и адгезию. Более продвинутые системы используют комбинированные вставки из полиамида с армированием стекловолокном или даже полипропиленом, которые впрессовываются в профиль при экструзии. Они дают лучшую стабильность и меньшую линейную деформацию.
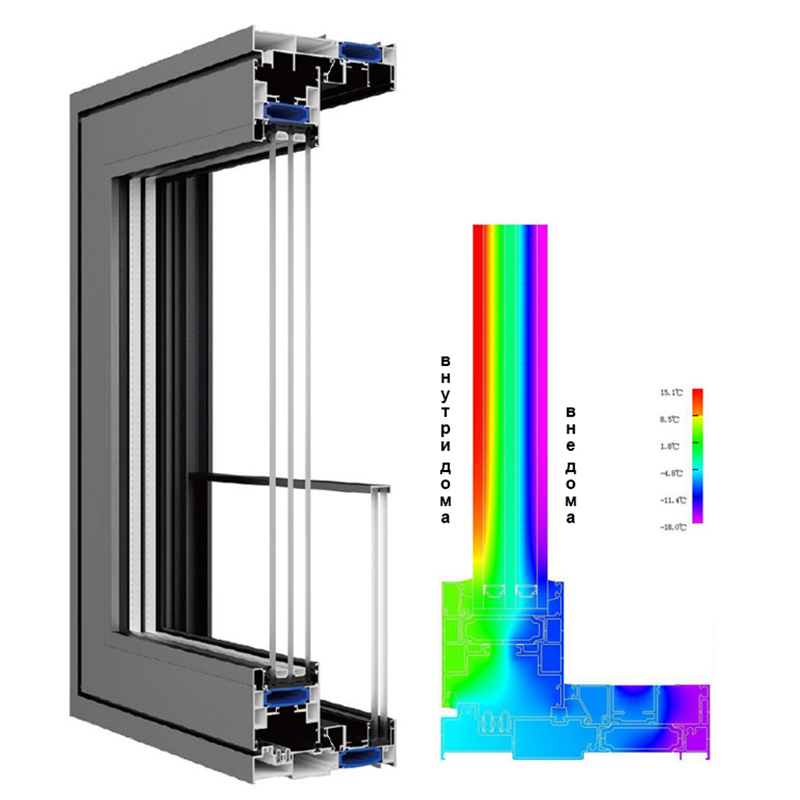
Ключевой параметр — ширина терморазрыва. Часто вижу в спецификациях 24 мм, 30 мм, даже 34 мм. Но ширина — не единственный показатель. Важна ещё и конструкция самого 'разрыва' — лабиринтная форма каналов внутри вставки сильно снижает теплопередачу. Некоторые европейские системы, которые теперь активно копируют в Китае, имеют до трёх камер внутри термовставки. Это сложнее в производстве, но коэффициент теплопроводности (Uf) может опускаться ниже 1,4 Вт/(м2·К). Для московской зимы это уже серьёзный аргумент.
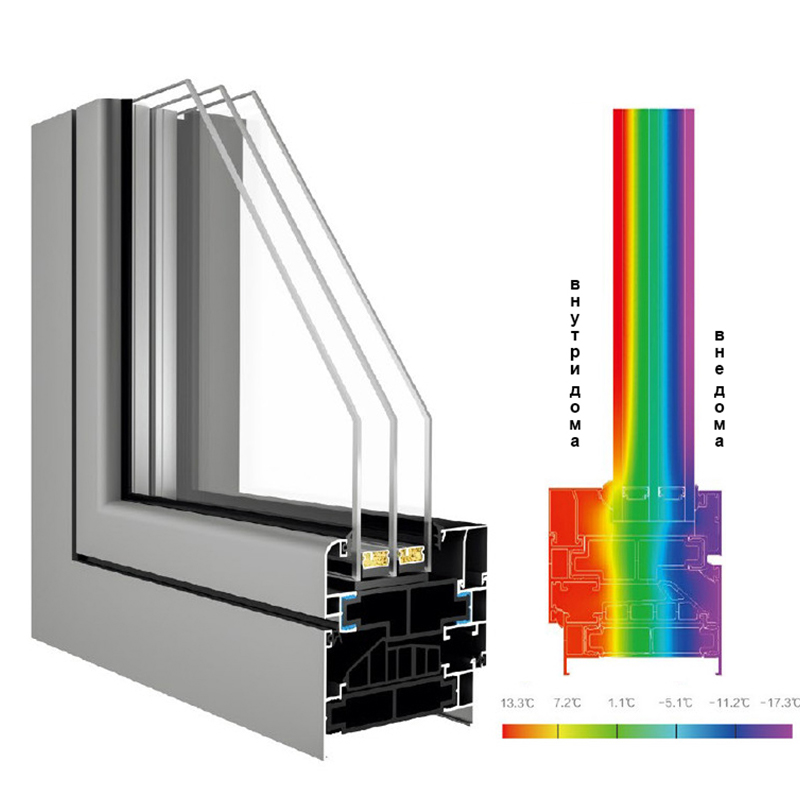
При выборе системы всегда смотрю на наличие сертификатов испытаний именно по теплопередаче, причём не только профиля, но и всего узла примыкания (профиль + стеклопакет + фурнитура). Однажды работали с фасадом, где использовалась якобы 'улучшенная' система из Китая. По паспорту всё было хорошо, но зимой на внутренней поверхности профиля выпадал конденсат. При детальном разборе выяснилось, что термовставка была установлена с технологическими зазорами, создавшими мостики холода. Производитель, конечно, ссылался на монтаж, но корень проблемы был в конструкции. С тех пор для ответственных объектов настаиваю на предоставлении отчётов по терморасчётам от независимых лабораторий.
Можно сделать идеальный профиль, но испортить всё дешёвой фурнитурой. Это как поставить спортивный двигатель в машину с картонными тормозами. В Китае ситуация с фурнитурой парадоксальная: есть и откровенный ширпотреб, и качественные линии, которые делают OEM для известных немецких или австрийских брендов. Разница — в металле, точности штамповки и антикоррозионной обработке.
Хорошая фурнитура для алюминиевых систем — это обычно сталь с цинкованием или порошковым покрытием. Петли, запорные механизмы, ножницы для откидных створок — всё должно выдерживать больший вес, чем у ПВХ, потому что алюминий сам по себе легче, но стеклопакеты часто используются большие, энергосберегающие, иногда триплекс. Видел, как на тестах петли испытывают на цикличность открывания-закрывания — 30-40 тысяч циклов для средней серии это норма. Дешёвые аналоги начинают люфтить или скрипеть уже после 10-15 тысяч.
Отдельная тема — микропроветривание и ступенчатое открывание. В алюминиевых окнах, особенно панорамных, это критически важно из-за большой площади. Механизм должен работать плавно, без рывков, и фиксироваться в нескольких положениях. Частая ошибка — установка фурнитуры, рассчитанной на лёгкие створки, на массивные конструкции. Это приводит к быстрому износу и провисанию. Поэтому в спецификациях всегда указываю не просто 'фурнитура немецкая', а конкретную серию и максимально допустимую массу створки. И обязательно прошу образцы или доступ на производство, чтобы посмотреть, как происходит установка и регулировка. Потому что даже лучшая фурнитура, установленная криво, не будет работать.
С алюминием часто идут идут серьёзные стеклопакеты — двухкамерные, с аргоновым заполнением, низкоэмиссионным покрытием (i-стекло или k-стекло). И здесь китайские производители показывают хороший уровень, потому что стекольное производство у них давно налажено по мировым стандартам. Но есть нюансы. Например, качество дистанционной рамки. Алюминиевая рамка — это мостик холода по периметру стеклопакета. Поэтому в премиальных решениях используют 'тёплую рамку' из нержавеющей стали с полимерным покрытием или даже композитные материалы. Это снижает риск выпадения конденсата по краям.
Само низкоэмиссионное покрытие бывает 'мягким' (наносится на готовое стекло) и 'твёрдым' (наносится в процессе производства флоат-стекла). 'Мягкое' (i-стекло) эффективнее, но требует осторожности при монтаже и обязательного заполнения инертным газом, иначе покрытие окисляется. 'Твёрдое' (k-стекло) прочнее, но чуть менее эффективно. В Китае чаще встречается i-стекло, и многие заводы имеют линии для его нанесения. Важно, чтобы сборка стеклопакета происходила в чистом цехе — малейшая пыль внутри убивает весь эффект.
Заполнение аргоном или криптоном — тоже не просто маркетинг. Аргон действительно улучшает теплоизоляцию на 10-15%. Но тут важен контроль: газ должен оставаться внутри долгие годы. Дешёвые стеклопакеты теряют его за пару лет из-за некачественной герметизации швов. Признак хорошего производства — использование бутиловой первичной герметизации и полисульфидного или силиконового вторичного герметика. На одном из заводов, с которым сейчас сотрудничаем, стоит автоматическая линия, которая дозирует газ и сразу проверяет герметичность датчиками. Это дорогое оборудование, но оно даёт гарантию.
Даже идеально сделанные окна можно испортить при транспортировке и монтаже. Упаковка для алюминиевых конструкций — отдельная наука. Профили должны быть упакованы так, чтобы не было прямого контакта металла с металлом, иначе появятся царапины на покрытии. Углы защищаются пластиковыми или картонными накладками. Стеклопакеты перевозятся вертикально, с разделителями. Видел, как некоторые поставщики экономят на упаковке, используя тонкую стретч-плёнку — в итоге на объект приходят изделия с повреждёнными углами и потёртостями. Это сразу говорит об отношении к продукту в целом.
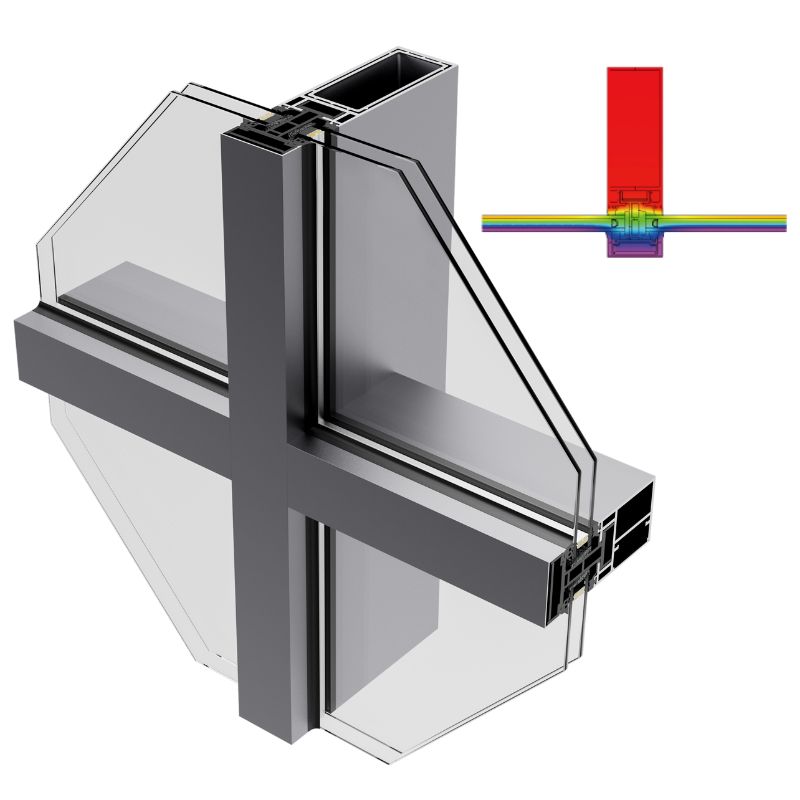
Монтажные схемы и инструкции — тоже показатель. Крупные, системные поставщики, такие как ООО 'Гуандун Синдин Новые материалы' (их сайт — sindrehitech.ru), обычно предоставляют подробные чертежи узлов примыкания, спецификации крепежа и рекомендации по монтажу для разных типов стен. В их описании заявлено, что они — 'передовой поставщик крупномасштабных решений для энергосберегающих дверей, окон и навесных стен'. И это ключевое слово — 'решения'. Это не просто продажа метров профиля, а комплекс: инжиниринг, поставка, техподдержка. Для объектов с навесными вентилируемыми фасадами или структурным остеклением это критически важно.
Сам монтаж алюминия отличается от монтажа ПВХ. Другая геометрия, другие коэффициенты расширения, другой крепёж. Частая ошибка — жёсткая фиксация рамы без учёта температурных подвижек. Это приводит к деформациям и даже трещинам в стеклопакетах. Хороший производитель всегда проводит хотя бы базовый инструктаж для монтажных бригад или рекомендует партнёров. В идеале — имеет в России инженеров-супервайзеров, которые могут выехать на объект. Потому что в конечном счёте, репутация окна на 30% зависит от завода и на 70% — от того, как его поставили и собрали.
Итак, возвращаясь к запросу 'Китай производство алюминиевых окон производители'. Поиск должен быть не по цене, а по системности предложения. Первое — запросите полный техпаспорт на систему профилей: состав сплава, сертификаты на терморазрыв, протоколы испытаний на звуко- и теплоизоляцию. Второе — посмотрите на фурнитуру: бренд, серия, максимальная нагрузка. Третье — изучите стеклопакет: тип низкоэмиссионного покрытия, газ, рамка. Четвёртое — оцените комплектность: упаковка, чертежи, крепёж, наличие инженерной поддержки.
Стоит обращать внимание на компании, которые позиционируют себя как поставщиков решений для фасадов, а не просто окон. Как та же SINDRE (sindrehitech.ru). Их акцент на 'крупномасштабных решениях' и 'энергосберегающих... навесных стенах' говорит о том, что они, скорее всего, имеют опыт работы с архитекторами и сложными проектами. У таких поставщиков обычно есть каталоги типовых узлов, расчётные программы для теплотехники и собственные конструкторские бюро. Это другой уровень, и цена там будет выше, но рисков — в разы меньше.
В конце концов, выбор китайского производителя — это не лотерея, если подходить к вопросу как инженер, а не как покупатель на рынке. Нужно задавать неудобные вопросы, просить фото и видео с производства, запрашивать реальные отзывы с завершенных объектов, а лучше — съездить на завод лично. Там сразу всё видно: чистота в цехах, состояние оборудования, как рабочие обращаются с продукцией. Только так можно найти не просто поставщика, а партнёра, который будет отвечать за свой продукт на всём пути — от экструзии до монтажа на вашем объекте. И тогда 'сделано в Китае' будет означать не дешевизну, а разумное соотношение технологичности, качества и цены.

.jpg)