-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь про китайские заводы, производящие стеклянные двери в алюминиевом профиле, сразу представляются гигантские конвейеры и тонны стандартной продукции. Но в реальности всё сложнее — многие ошибочно полагают, что все китайские производители работают по одному шаблону, а разница лишь в цене. На деле же ключевой момент — это глубина технологической проработки профиля и специфика сборки. Часто заказчики фокусируются только на внешнем виде стекла, упуская из виду качество фурнитуры и точность геометрии алюминиевой системы. Именно здесь кроются основные риски.
Взял как-то партию профиля с одного завода в Гуанчжоу — внешне всё идеально, анодирование ровное. Но при монтаже в условиях низких температур стали появляться микротрещины в угловых соединениях. Оказалось, проблема в термостабилизации сплава — завод экономил на этапе закалки, и профиль не прошёл полный цикл старения. Это типичный случай, когда визуальный контроль ничего не даёт, а проблемы всплывают уже на объекте. Пришлось потом усиливать узлы дополнительными внутренними вкладышами, что увеличило стоимость проекта процентов на пятнадцать.
Сейчас многие китайские производители переходят на европейское оборудование для резки и фрезеровки, но это не гарантирует качества. Видел завод, где стояли немецкие станки, но операторы работали по устаревшим техкартам — зазоры в стыках выходили под 2 мм вместо допустимых 0,5 мм. Важен не только станок, но и культура производства. Иногда на небольших фабриках ручная подгонка даёт более точный результат, чем полностью автоматизированная линия, где не настроили датчики давления при запрессовке угловых соединителей.
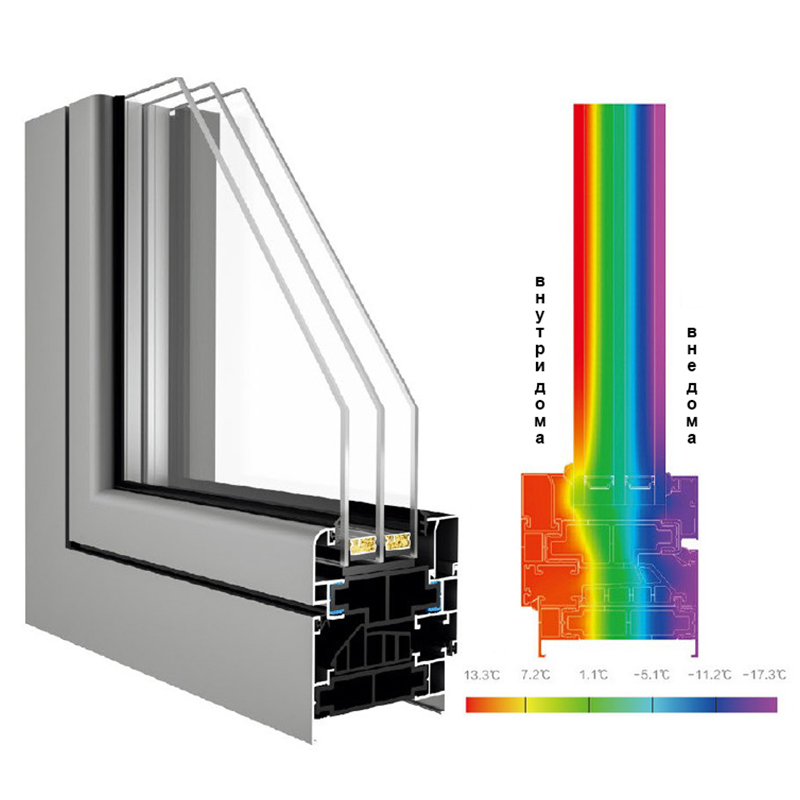
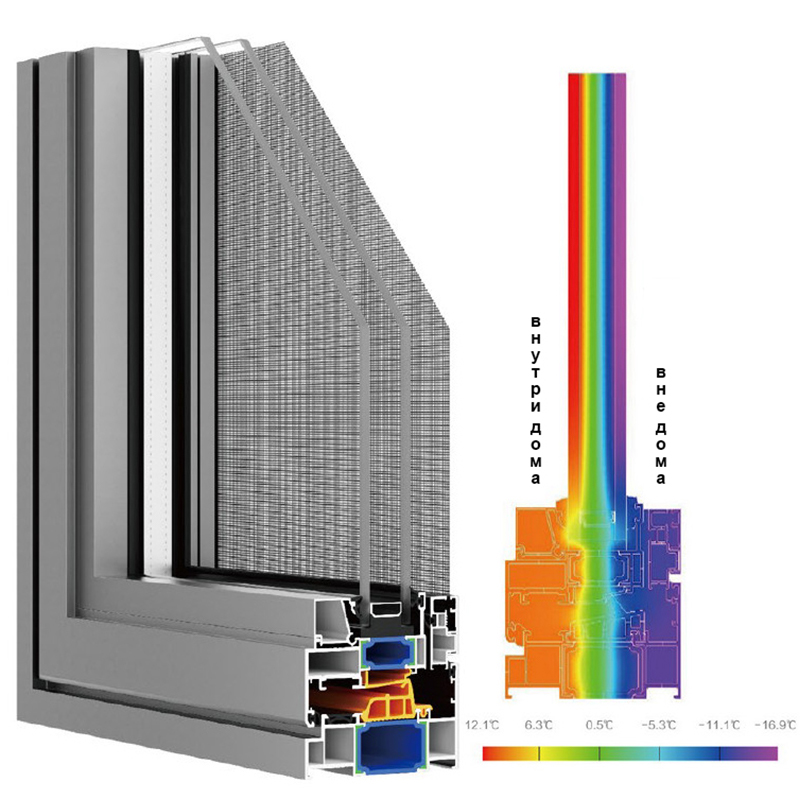
Ещё один момент — толщина стенок профиля. Часто в спецификациях указывают усреднённые значения, но в зонах усиления (например, под петли или замковую группу) должно быть локальное утолщение. Некоторые заводы экономят металл, делая профиль равномерно тонким по всему периметру. В результате через год-два появляется провисание створки или деформация коробки. Проверять это нужно не штангенциркулем, а ультразвуковым толщиномером в нескольких критических точках — такая практика редкость даже среди крупных поставщиков.
Со стеклом своя история. Казалось бы, закалённое стекло — оно и в Африке закалённое. Но китайские заводы используют разные методики закалки, и не все они подходят для дверей большого формата. Был случай на объекте в Сочи: установили панорамные двери высотой под три метра, а после первого же сезона в стекле пошли волновые искажения. Причина — неравномерный нагрев в печи при закалке. Завод-изготовитель делал акцент на стёклах для мебели и витрин, а для дверных конструкций такого размера у них просто не было отработанной технологии.
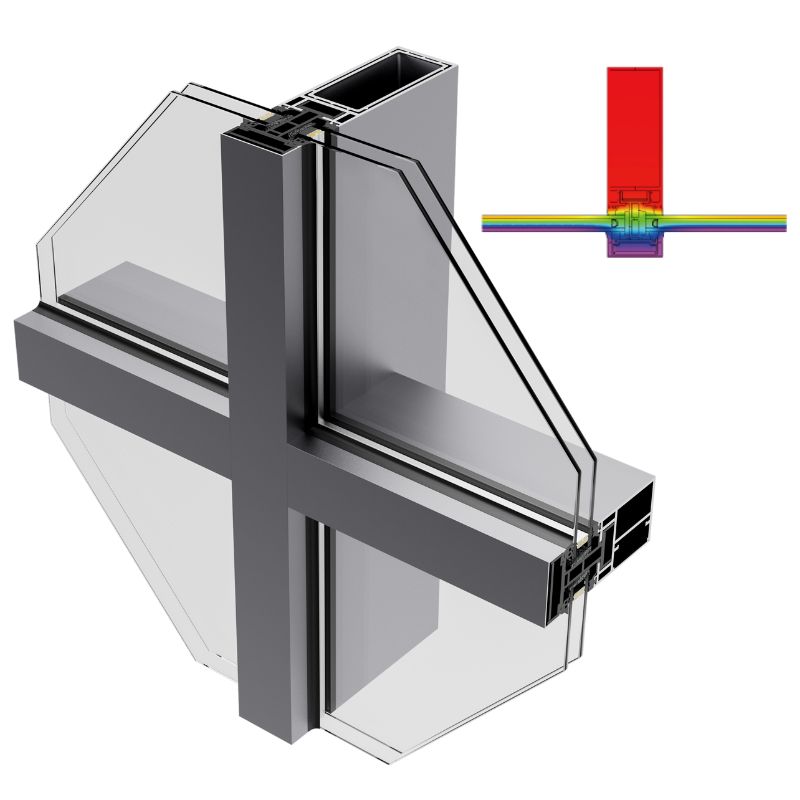
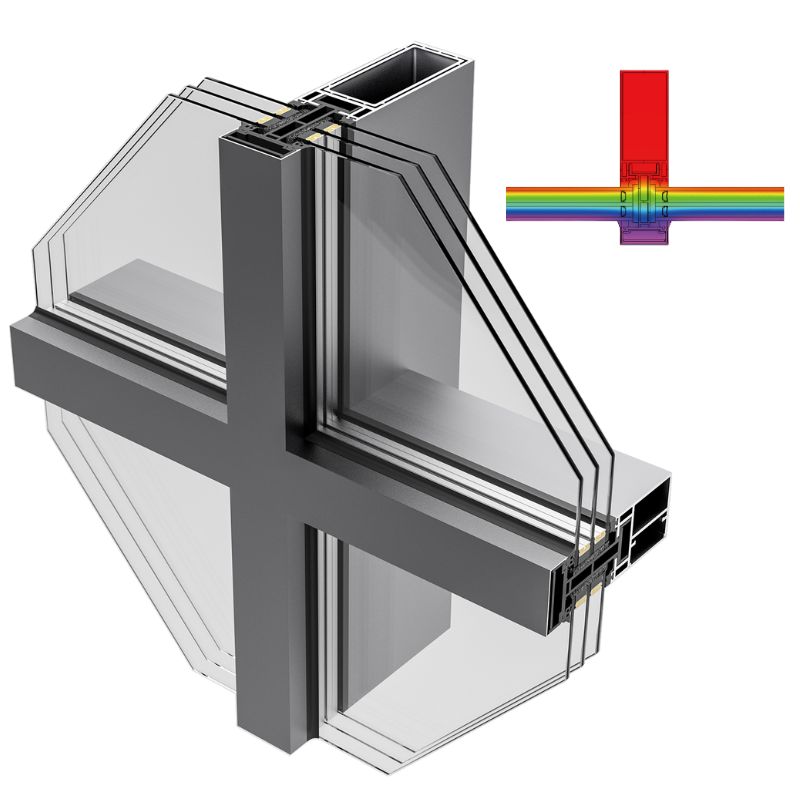
Крепление стекла в профиле — отдельная тема. Большинство использует стандартные штапики с резиновыми уплотнителями, но для ветровых нагрузок, особенно в высотных зданиях, этого недостаточно. Хорошо себя показала система скрытого прижима с внутренними клипсами, но её предлагают единицы. Например, ООО ?Гуандун Синдин Новые материалы? (SINDRE) в своих решениях для навесных стен как раз делает упор на такие скрытые системы фиксации. На их сайте https://www.sindrehitech.ru можно увидеть, что компания позиционирует себя как поставщик крупномасштабных решений — это как раз про комплексный подход, где крепление стекла продумано под нагрузку.
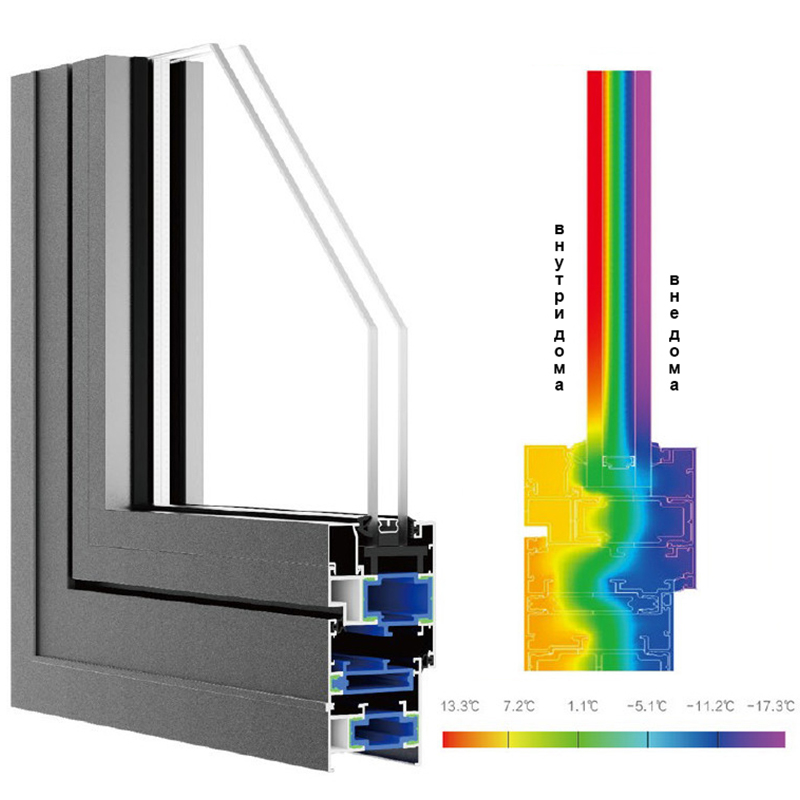
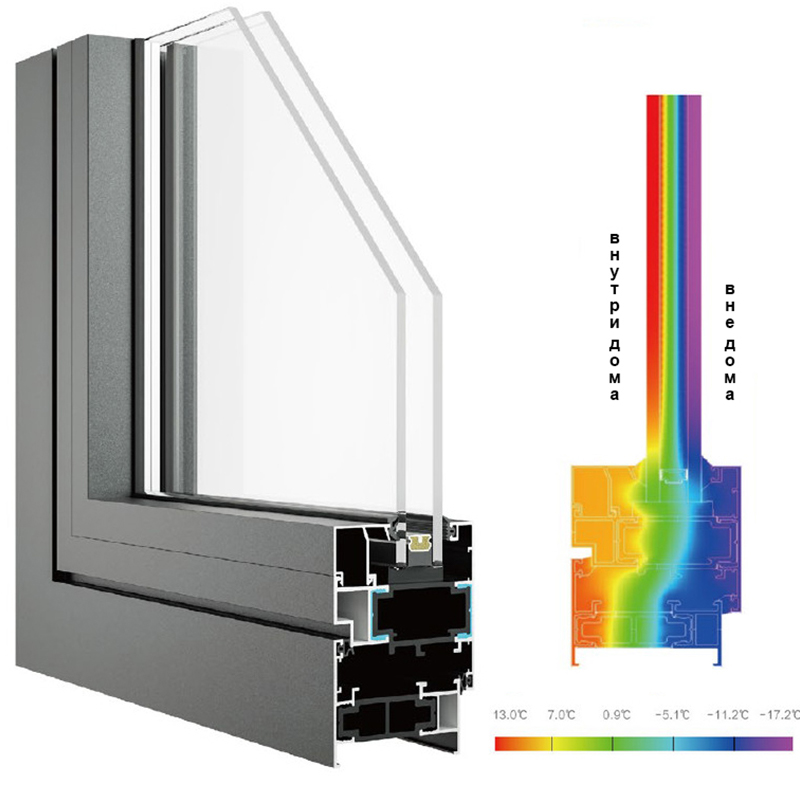
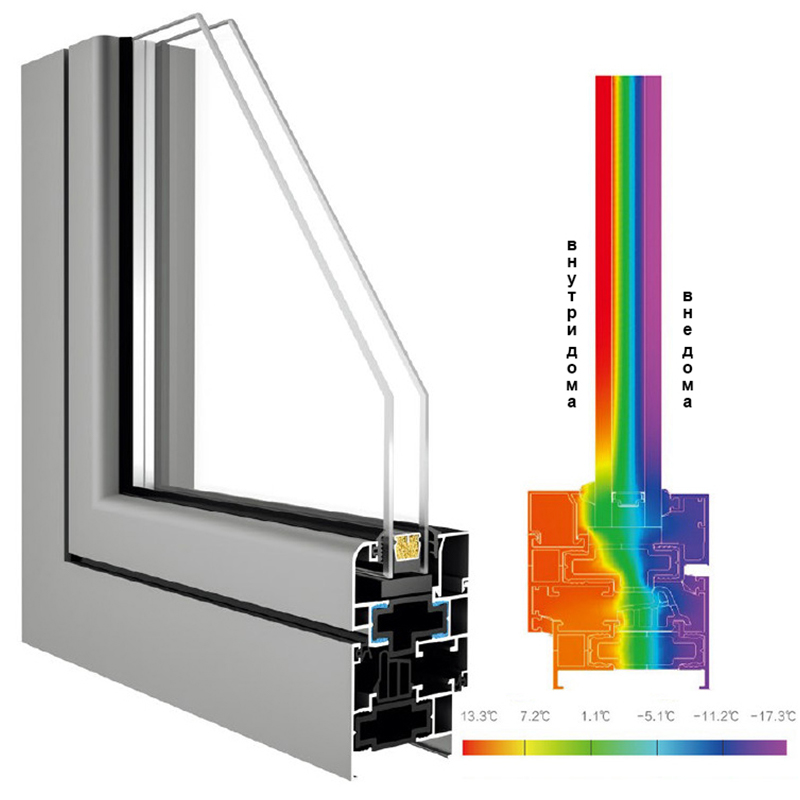
Часто забывают про тепловое расширение. Алюминий и стекло имеют разные коэффициенты, и если в профиле не предусмотрены компенсационные зазоры или используется слишком жёсткий силикон, стекло может лопнуть. Один наш проект в Московской области чуть не провалился из-за этого — пришлось экстренно менять весь силикон на более эластичный и переделывать прижимные планки. Теперь всегда запрашиваю у завода расчёты на тепловое расширение для конкретного региона монтажа.
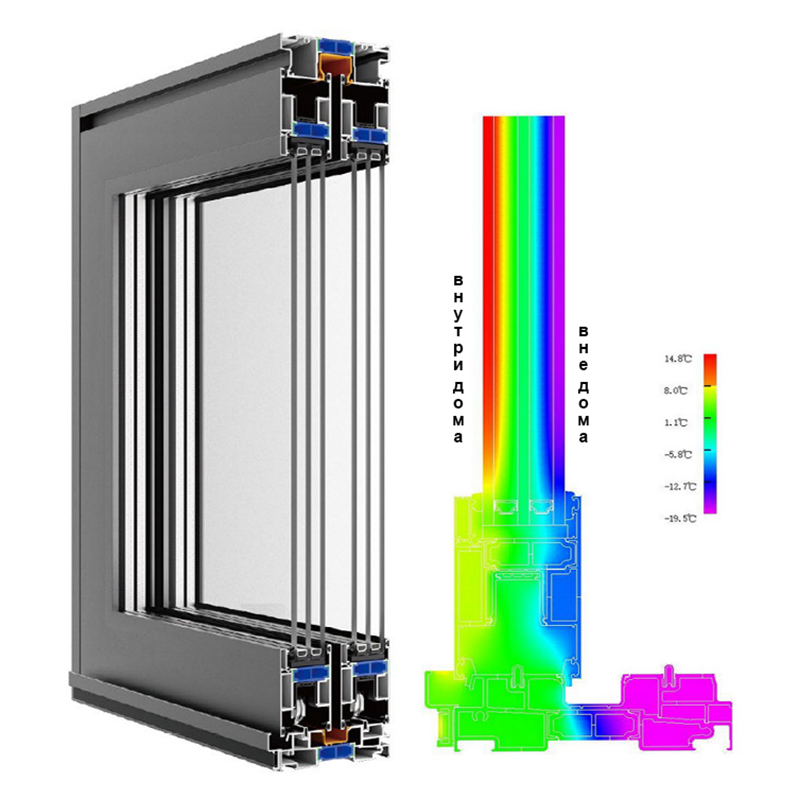
С фурнитурой история особая. Многие китайские заводы ставят собственные петли и ручки, которые не всегда совместимы с европейскими аналогами. Пробовали как-то заменить вышедшие из строя петли на итальянские — не сошлись посадочные места, пришлось фрезеровать профиль на месте, что совсем не профессионально. Вывод: либо сразу закладываешь фурнитуру от одного производителя на весь жизненный цикл, либо выбираешь завод, который использует стандартизированные системы типа Roto или Siegenia.
Сборка на заводе и сборка на объекте — две большие разницы. Идеально, когда дверь приходит в виде готовых, настроенных и проверенных блоков. Но часто из Китая везут ?конструктор? — профиль порезан, стекло отдельно, фурнитура в коробках. И все проблемы вылезают при монтаже. Хорошо, если есть подробная инструкция, но чаще всего это схематичные чертежи с минимальными пояснениями. Работая с ООО ?Гуандун Синдин Новые материалы?, обратил внимание, что они в комплект включают не только монтажные схемы, но и видео по сборке критических узлов — это серьёзно экономит время и снижает количество ошибок.
Контроль качества на выходе с завода — больной вопрос. Стандартные проверки часто формальны. Мы договорились с одним поставщиком о выборочном контроле каждой партии нашим представителем. Он проверял не только размеры, но и работу фурнитуры, плавность хода, усилие закрывания. После первых же таких проверок процент брака, который раньше составлял около 5-7%, упал до менее чем 1%. Завод стал внимательнее, поняв, что отбраковку не пропустят.
Доставка — это всегда лотерея. Даже идеально упакованные конструкции могут получить повреждения при длительной перевозке. Особенно страдают углы и лицевая поверхность профиля. Научились требовать от заводов усиленную упаковку с угловыми алюминиевыми накладками и жёстким каркасом внутри контейнера. Это добавляет к стоимости, но полностью окупается отсутствием рекламаций.
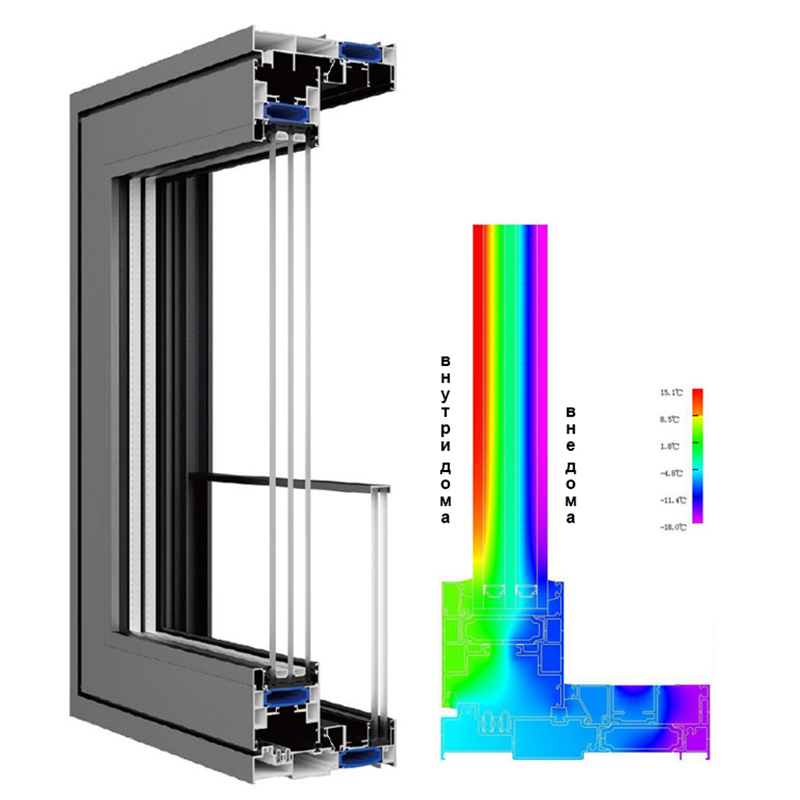
Климатическая адаптация — то, о чём многие китайские заводы не задумываются. Их стандартные уплотнители рассчитаны на умеренный климат, а в России перепады от -30 до +30 — обычное дело. Пришлось совместно с технологами нескольких фабрик разрабатывать специальный состав резины для уплотнителей, который не дубеет на морозе и не ?плывёт? на жаре. Это тот случай, когда нужно не просто купить продукт, а наладить технический диалог с производителем.
Сейчас вижу тренд, что крупные китайские поставщики, включая SINDRE, начинают открывать инженерные офисы в России. Это меняет дело — появляется возможность оперативно решать вопросы, адаптировать конструкции, проводить обучение монтажников. Когда техподдержка находится в том же часовом поясе, это снижает риски и повышает качество реализации проектов. Их акцент на энергосберегающих решениях для дверей, окон и навесных стен как раз говорит о понимании требований современного рынка, где важна не только цена, но и долгосрочная эффективность.
Итак, если обобщить, выбор завода в Китае для стеклянных дверей в алюминиевом профиле — это не поиск по минимальной цене. Нужно анализировать технологическую цепочку: от состава сплава и методов обработки профиля до системы контроля на выходе. Важно, чтобы производитель понимал конечные условия эксплуатации и был готов к диалогу по доработкам.
Стоит обращать внимание на компании с опытом работы над комплексными проектами, такими как навесные фасады — там требования жёстче, и подход к производству более системный. ООО ?Гуандун Синдин Новые материалы?, с их фокусом на крупномасштабные решения, — пример такого подхода, где дверь рассматривается не как отдельное изделие, а как часть общей оболочки здания.
В конечном счёте, успех проекта зависит от деталей: от точности паза под уплотнитель до качества анкерного крепления. И лучший показатель — не красивые каталоги, а готовность завода предоставить реальные отчёты по испытаниям, чертежи узлов и техподдержку на месте. Это та самая разница между просто фабрикой и надёжным партнёром в сегменте стеклянных дверей в алюминиевом профиле.