-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь 'полиамид армированный стекловолокном профиль завод', многие представляют просто экструдер с парой вальцов. На деле же - это химическая лаборатория, где каждый градус температуры влияет на продольную усадку. Помню, как в 2019 мы потеряли партию из-за разницы в 5°C между зонами нагрева - профиль потом 'вело' при монтаже.
Стекловолокно в полиамиде - это не просто добавка, а каркас. Важно не только содержание (обычно 25-30%), но и ориентация волокон. На заводе в Шуньде пришлось перенастраивать головку экструдера трижды, чтобы добиться равномерного распределения. Кстати, длина волокон 3-4 мм показала себя лучше, чем короткие 1-2 мм - меньше трещин на углах.
Влажность гранул перед переработкой - отдельная история. Даже 0.1% сверх нормы дает пузыри в зоне пресс-формы. Приходится сушить по 6 часов при 80°C, хотя многие производители экономят и ограничиваются 4 часами. Результат их 'экономии' видел на объекте в Сочи - белесые разводы на срезах через полгода эксплуатации.
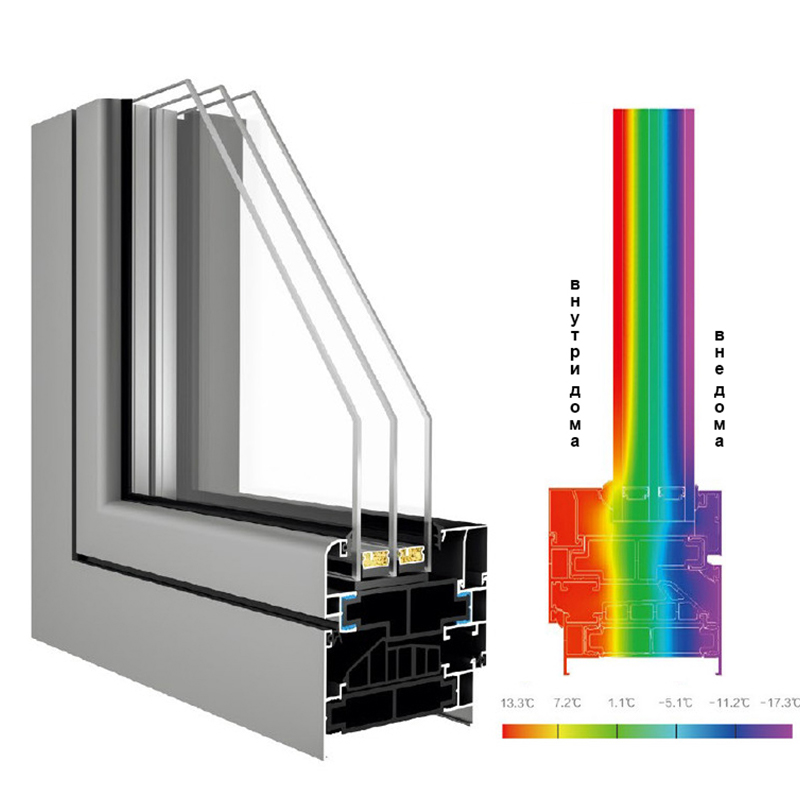
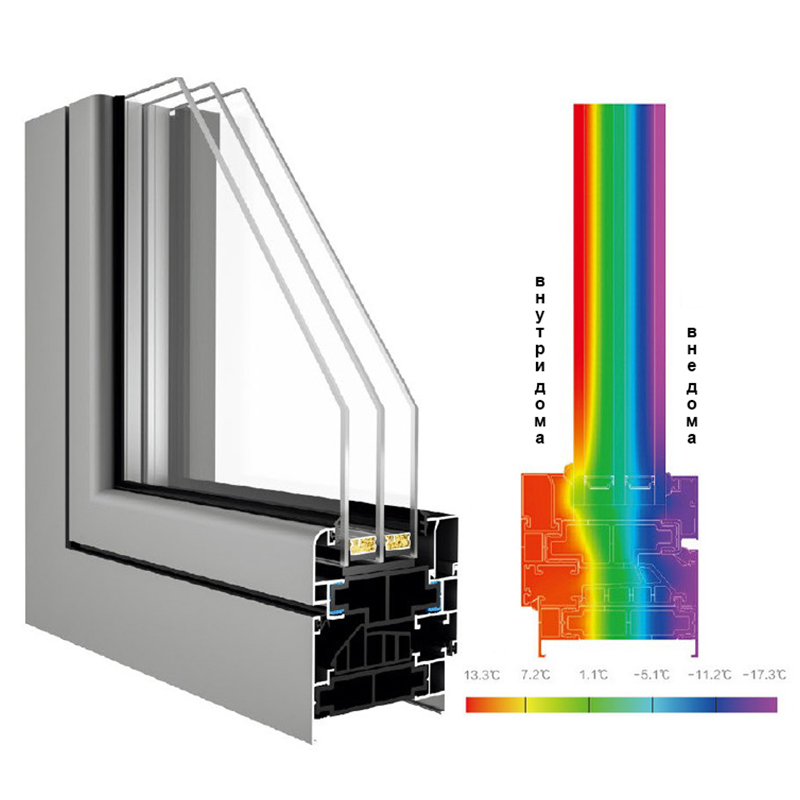
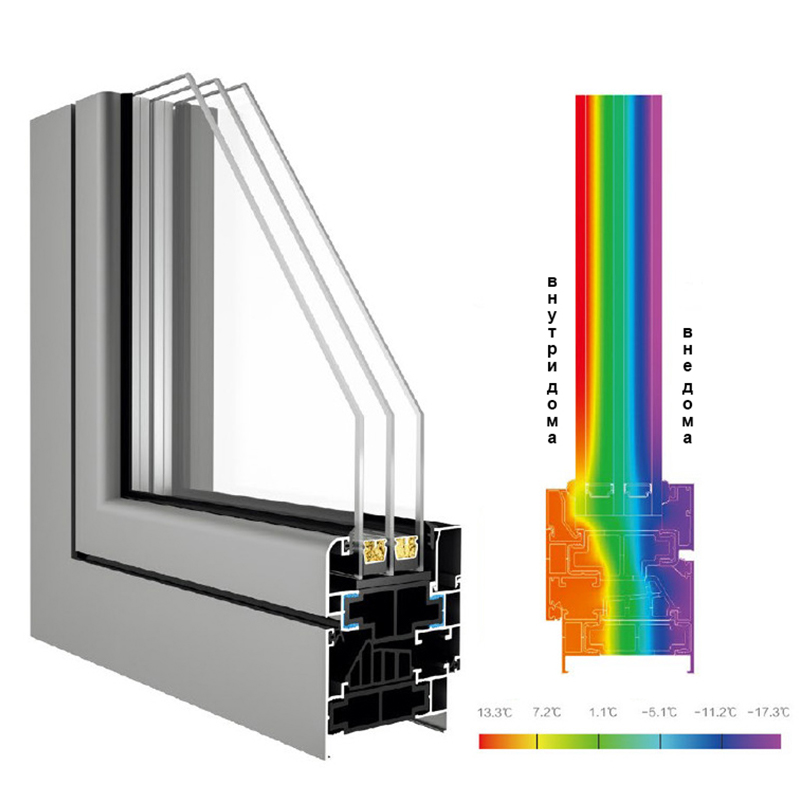
Система охлаждения калибровочных столов - вот что часто недооценивают. Для армированного стекловолокном полиамида перепад температур между зонами не должен превышать 15°C, иначе внутренние напряжения. Мы в ООО 'Гуандун Синдин Новые материалы' используем трехконтурную систему, хотя это удорожает линию на 18%.
Механические испытания - не только на разрыв. Важнее модуль упругости при изгибе. Для фасадных профилей наш техотдел разработал тест с циклической нагрузкой 1500 Н/м при -40°C. После 500 циклов деформация не должна превышать 0.8 мм/м.
Термостабильность проверяем не по ГОСТ, а практическими методами. Образцы сутки лежат на крыше цеха под прямым солнцем, потом сразу в морозильную камеру. После 10 таких циклов смотрим на изменение геометрии. Кстати, у профилей с содержанием стекловолокна менее 25% появляются микротрещины в углах.
Адгезия покрытий - больное место. Полиамид с армированием плохо держит порошковые краски без праймера. Пришлось вместе с химиками из Германии разрабатывать специальный состав. Сейчас используем двухкомпонентный грунт - дорого, но за 5 лет ни одной рекламации по отслоению.
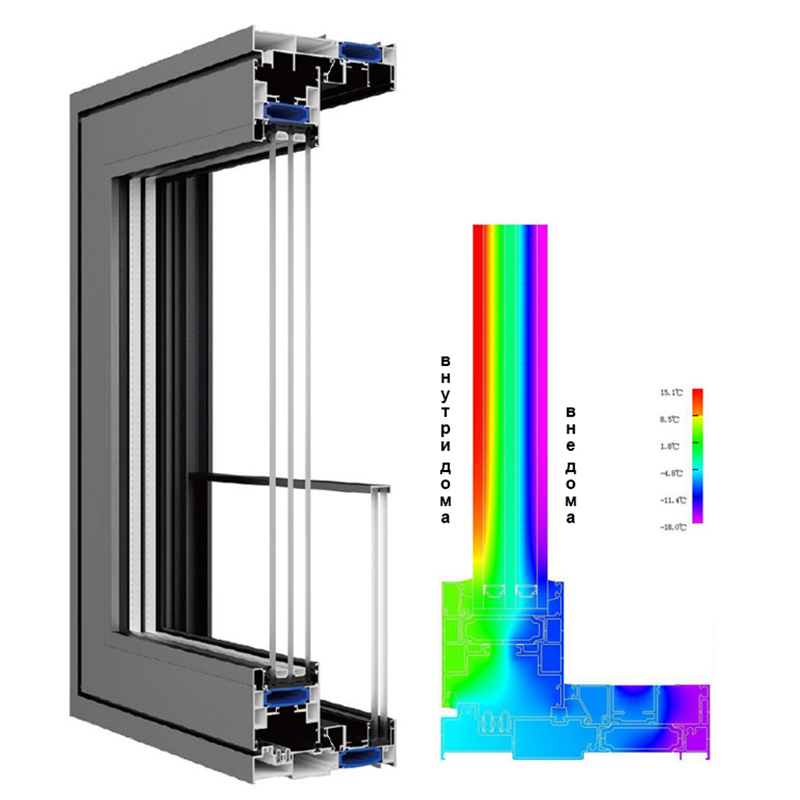
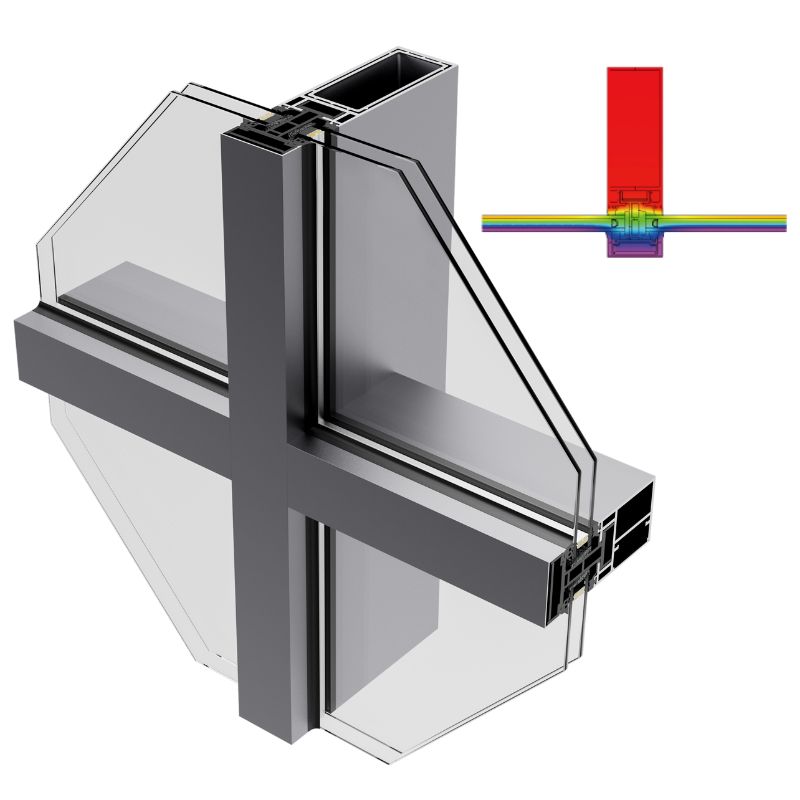
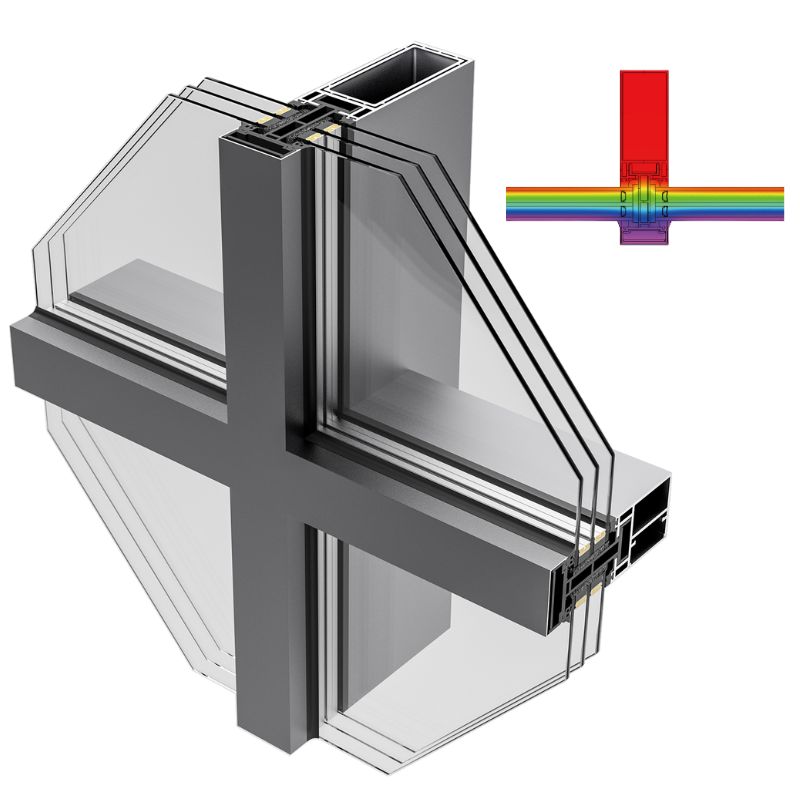
Для навесных фасадов в SINDRE мы рекомендуют профили с дополнительными каналами для конденсата. В стандартных сериях их нет, но для объектов типа московского 'Око' пришлось разрабатывать специальный профиль с тремя дренажными каналами.
Монтажные бригады часто жалуются на хрупкость при сверлении. Проблема не в материале, а в скорости инструмента. Для армированного стекловолокном полиамида оптимально 800-1000 об/мин с подачей воды. Разработали даже памятку для монтажников с цветными схемами - снизили брак при установке на 70%.
Интересный случай был при реконструкции здания в Казани. Архитектор требовал профиль сложной геометрии с переменной толщиной стенки. Пришлось переделывать фильеру четыре раза - оказалось, что при толщине менее 1.8 мм стекловолокно начинает выступать на поверхность.
Самое частое - неучет температурного расширения. Для полиамидных профилей с армированием коэффициент 0.08 мм/м°C, но многие берут значения для чистого полиамида (0.13 мм/м°C). Результат - вспучивание стыков на высотных зданиях.
Расчет крепежа - отдельная тема. Саморезы должны быть только из нержавейки А2 или А4, иначе электрохимическая коррозия в узлах крепления. Видел объект, где за два года соединения превратились в труху из-за оцинкованного крепежа.
Узлы примыкания к бетону часто проектируют без компенсационных зазоров. Полиамид 'работает' иначе, чем металл, нужен расчет на циклические нагрузки. В ООО 'Гуандун Синдин Новые материалы' для каждого объекта делаем 3D-модели напряжений в узлах.
Сейчас экспериментируем с наноразмерными добавками к стекловолокну. Предварительные испытания показывают увеличение ударной вязкости на 40% без потери жесткости. Но стоимость сырья возрастает в 2.3 раза - пока нецелесообразно для массового производства.
Интересное направление - интегрированные датчики деформации. Встраиваем в профиль оптоволоконные нити - можно мониторить состояние конструкций онлайн. Тестировали на опытном участке фасада в Санкт-Петербурге, пока дорого, но для ответственных объектов перспективно.
Переход на рециклированные материалы - сложный вопрос. Технически возможно до 30% вторичного сырья, но для армированных профилей это критично снижает долговечность. Хотя для внутренних перегородок уже запустили пробную серию с 15% регранулята.