-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь 'производители алюминиевых дверей', сразу всплывают образы гигантских заводов с роботизированными линиями. Но реальность куда прозаичнее – 70% рынка держится на мастерских, где профиль режут 'на глазок', а термовставки подбирают по остаточному принципу. Именно здесь кроется главный парадокс: технологически простой продукт превращается в головную боль из-за банального непонимания физики теплопередачи.
Видел как-то на одном из подмосковных производств, как пытались собрать дверь из 'сырого' профиля. Результат предсказуем – щели в стыках, перекосы, мостики холода. Запомнил навсегда: если в цехе нет контрольно-измерительных стендов для проверки геометрии – можете разворачиваться. Особенно критично для раздвижных систем, где даже миллиметровый перекос убивает функциональность.
Сейчас многие гонятся за толщиной профиля, забывая про армирование. Работал с производителями алюминиевых дверей из Подмосковья, которые ставили 2-миллиметровые стенки, но не предусматривали усилители в зонах замков. Через полгода такие двери начинало 'водить' – клиенты возвращались с претензиями. А ведь достаточно было добавить стальные вкладыши в критичных точках...
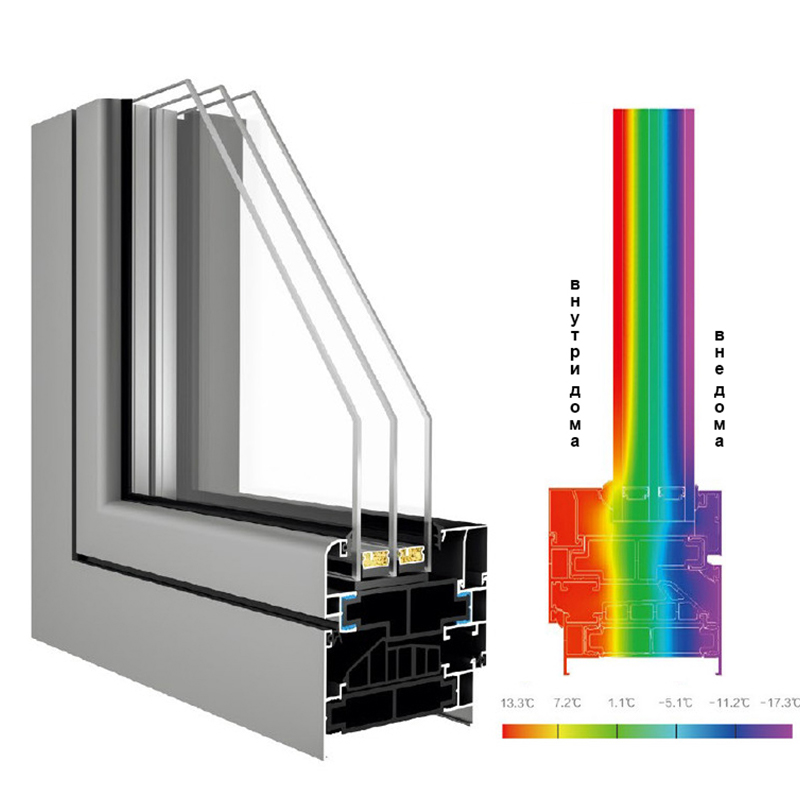
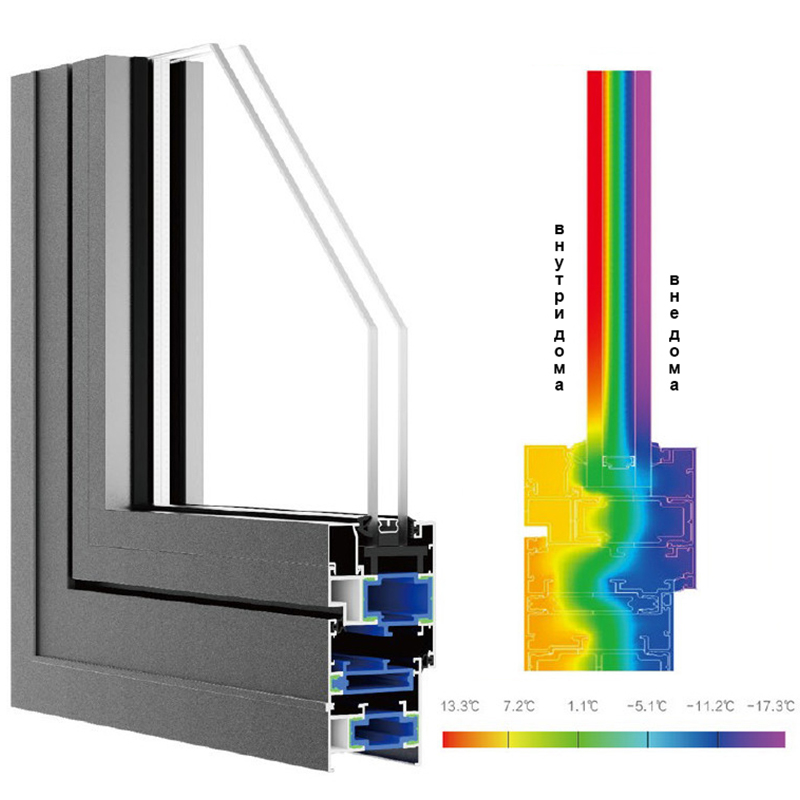
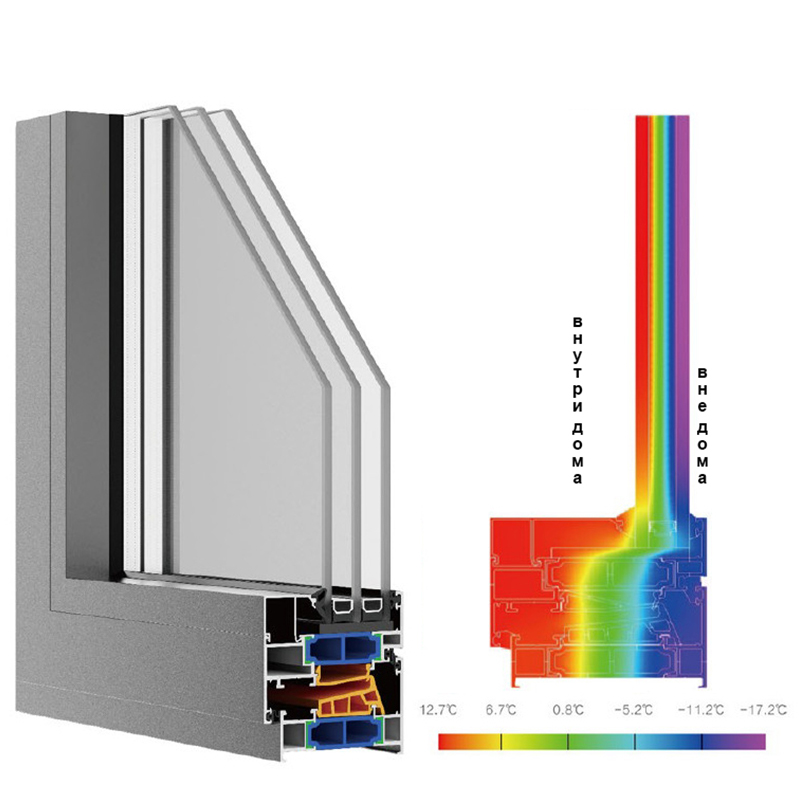
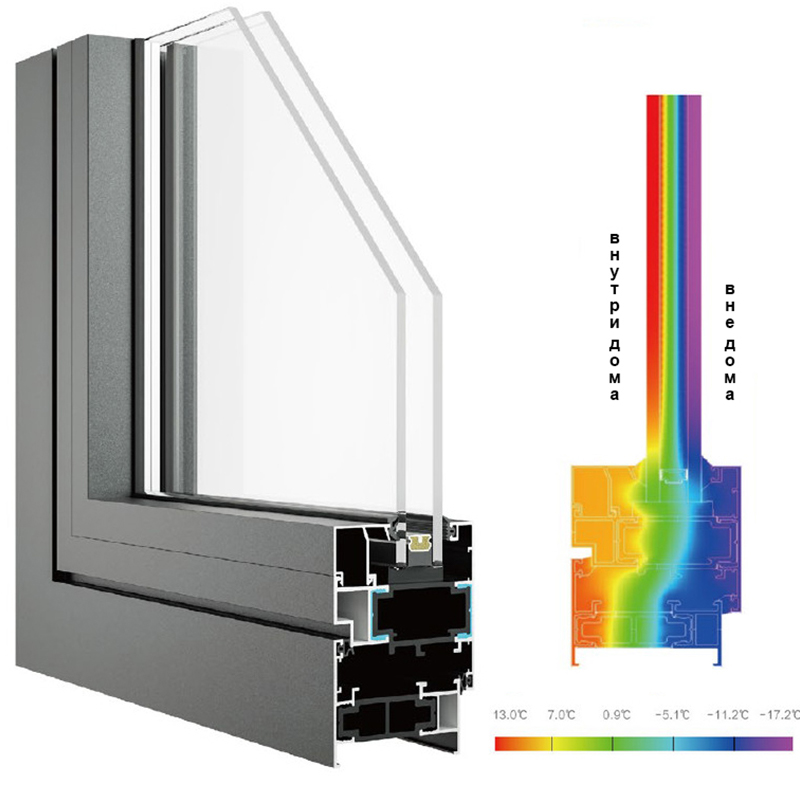
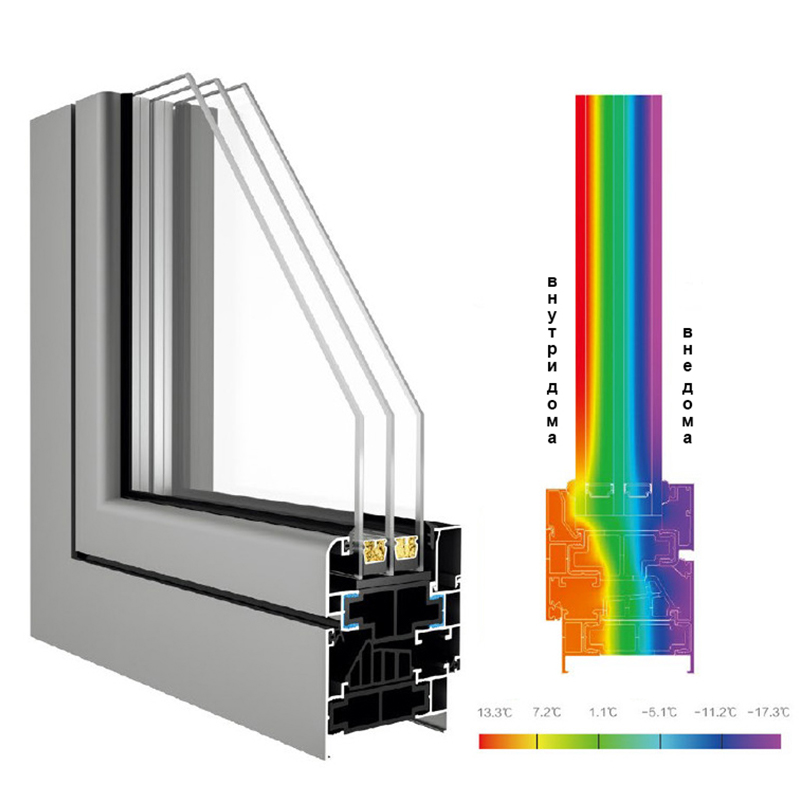
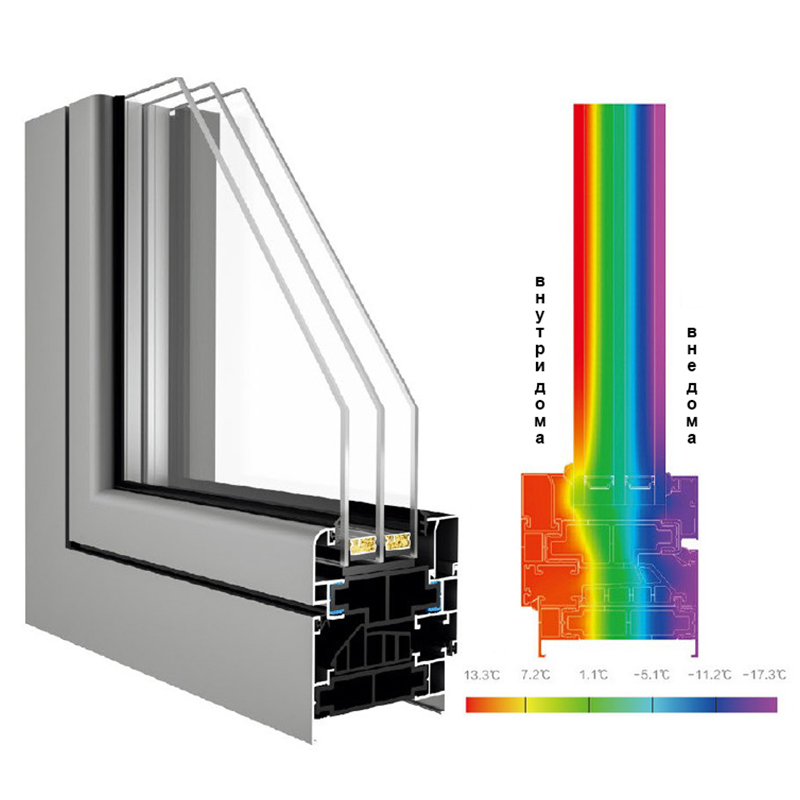
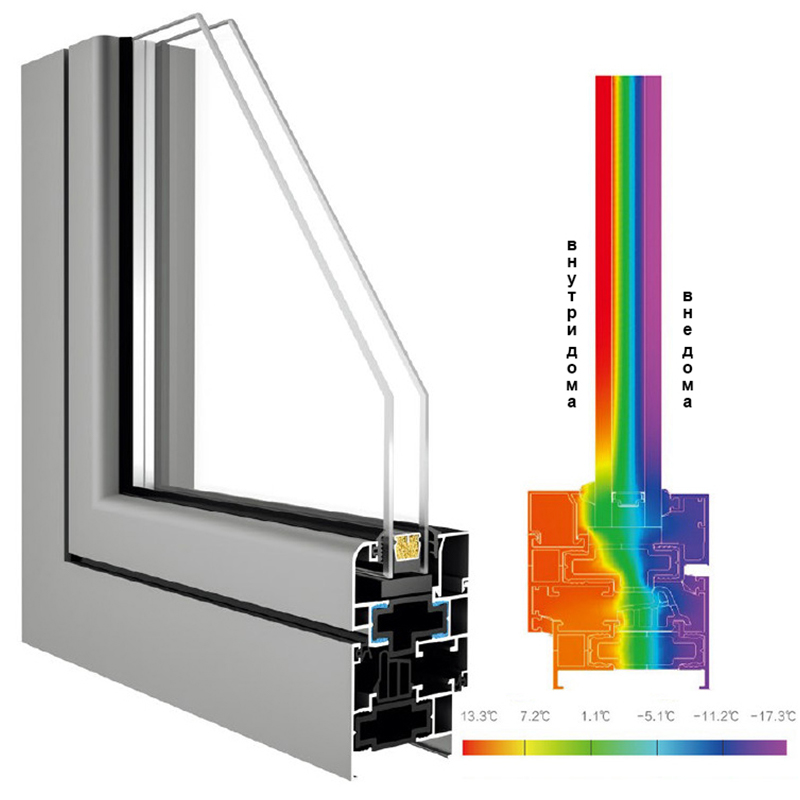
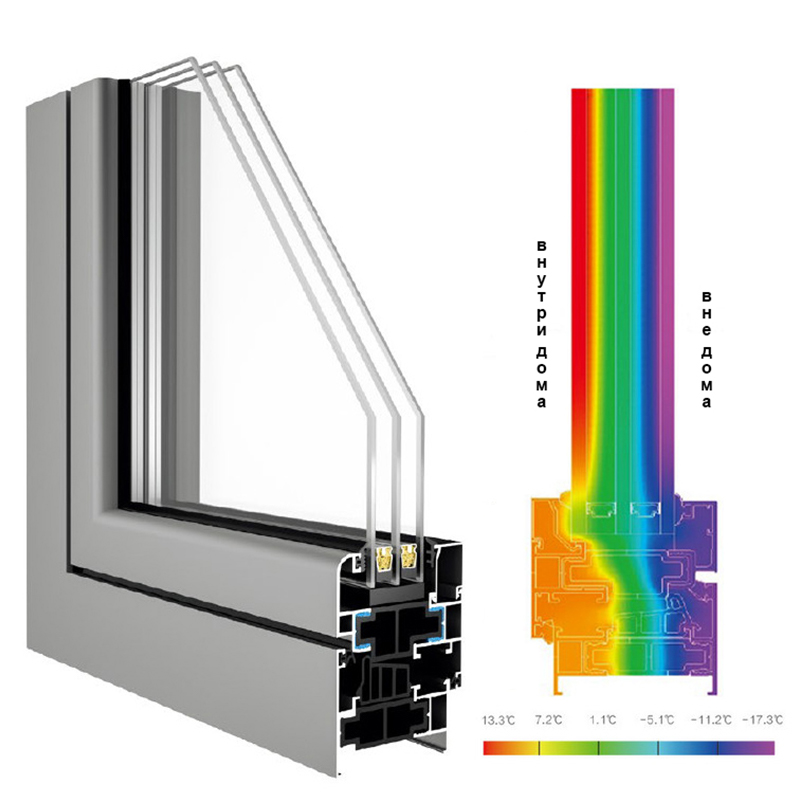
Кстати, о терморазрыве. До сих пор встречаю 'специалистов', уверенных, что полиамидные вставки – чисто маркетинг. Как-то проверяли тепловизором дверь без терморазрыва – разница температур достигала 15 градусов между улицей и помещением. После этого всегда советую смотреть не на сертификаты, а на реальные испытания.
Запорные механизмы – отдельная боль. Немецкая фурнитура против турецкой – вечный спор. Но видел случаи, когда на дорогие двери ставили китайские цилиндры за 200 рублей. Результат: замерзание замков при -20°, хотя сам профиль выдерживал и -40°. Теперь всегда спрашиваю у производителей алюминиевых дверей – какой именно замковый механизм они используют, а не просто 'европейская фурнитура'.
Ролики для раздвижных систем – отдельная история. Помню объект в Сочи, где заказчик сэкономил на фурнитуре. Через три месяца приморский воздух 'съел' подшипники, двери заклинило. Пришлось менять всю систему, что обошлось дороже первоначальной экономии. Вывод: в агрессивных средах нужно либо нержавейку, либо специализированные покрытия.
Уплотнители – та деталь, которую чаще всего недооценивают. ЭПДМ против силикона – кажется, мелочь. Но когда видишь, как после двух лет силиконовый уплотнитель дубеет на морозе, а ЭПДМ сохраняет эластичность – понимаешь, что мелочей не бывает. Кстати, некоторые производители алюминиевых дверей теперь предлагают тройной контур – это действительно работает, проверял.
Анодирование до сих пор считается 'премиум' вариантом, но видел, как на фасаде бизнес-центра через год появились разводы. Оказалось – соседняя котельная давала выбросы, которые вступили в реакцию с покрытием. Теперь для промышленных зон всегда рекомендую порошковую покраску – она менее капризна к химическим воздействиям.
Толщина покрытия – еще один момент. По ГОСТу достаточно 60-80 мкм, но для условий с агрессивной средой (например, приморские регионы) лучше 100-120. Проверял как-то двери после пяти лет эксплуатации в Махачкале: где было 60 мкм – уже появились очаги коррозии, где 120 – идеальное состояние.
Цветовая стабильность – боль многих производителей. RAL 9016 (белый матовый) от разных поставщиков может отличаться на 2-3 тона. Был случай, когда пришлось перекрашивать всю партию из-за того, что разные партии профиля имели видимую разницу в оттенке. Теперь всегда требую контрольный образец для сверки.
Самая технологичная дверь может быть испорчена кривым монтажом. Видел, как 'спецы' устанавливали конструкцию с отклонением по уровню 5 мм на метр – через месяц дверь перекосило. Теперь всегда настаиваю на лазерном нивелире при приемке работ. Кстати, многие производители алюминиевых дверей экономят на анкерных пластинах – потом удивляются, почему дверной блок 'играет'.
Зазоры – отдельная наука. Слишком маленькие – риск затирания при тепловом расширении, слишком большие – сквозняки. Вывел для себя эмпирическое правило: для стандартной высотки в средней полосе России оптимально 3-4 мм по периметру. Но для высотных зданиях нужен индивидуальный расчет – тут без инженера не обойтись.
Узлы примыкания – головная боль монтажников. Как-то наблюдал, как пытались запенить стык без пароизоляции – через год пена разрушилась от влаги. Теперь всегда требую применение специализированных лент и герметиков. Кстати, многие проблемы решаются правильным проектированием – но об этом ниже.
Чаще всего сталкиваюсь с неверным расчетом ветровых нагрузок. Был случай в Калининграде: дверь на высоте 50 метров начала 'дышать' при сильном ветре. Оказалось, проектировщик не учел аэродинамику конкретного здания. Пришлось усиливать конструкцию дополнительными ригелями.
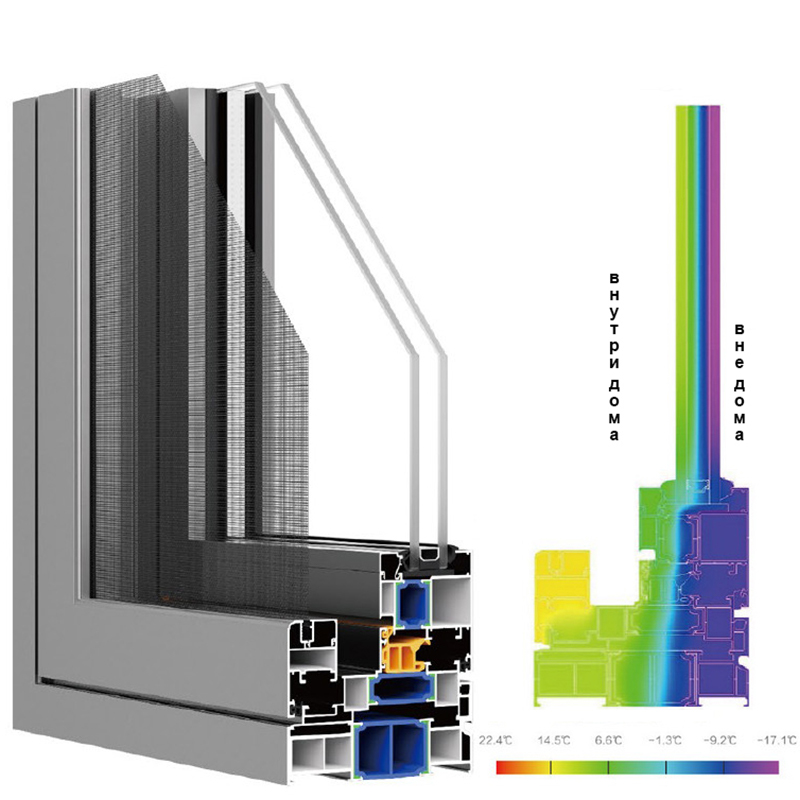
Теплотехнический расчет – еще одно слабое место. Видел проекты, где для остекления 60% площади двери предлагали стандартный профиль – естественно, возникали мостики холода. Сейчас для таких случаев рекомендую производителей алюминиевых дверей с системным подходом, вроде SINDRE – у них есть готовые решения для сложных объектов.
Кстати о SINDRE – работал с их продукцией на объекте в Красноярске. При -45° их энергосберегающие двери показали себя лучше многих европейских аналогов. Особенно впечатлила система уплотнений – три контура с разной плотностью, что полностью исключало продувание. Но и цена соответствующая – это не решение для эконом-класса.
За 15 лет работы выработал простую систему оценки производителей. Во-первых, смотрю на испытательные стенды – если их нет, значит, качество контролируют 'на глазок'. Во-вторых, изучаю типы соединений – углы должны резаться под 45 градусов с последующей сваркой или механическим соединением, а не просто запиливаться в стык.
Техническая документация – показатель культуры производства. Если вместо чертежей присылают эскизы от руки – бегите. Нормальный производитель всегда предоставляет паспорт изделия с указанием всех характеристик и результатов испытаний.
Сервисная политика – многие забывают этот пункт. Хороший производитель всегда имеет ремонтные комплекты и обучает монтажников. Помню, как SINDRE проводили трехдневный семинар для наших специалистов – после этого количество рекламаций снизилось втрое.
В итоге скажу так: рынок производителей алюминиевых дверей постепенно делится на тех, кто работает по старинке, и тех, кто внедряет инженерные решения. Вторых пока меньше, но именно за ними будущее. Главное – не гнаться за дешевизной, а считать совокупную стоимость владения, включая ремонты и замены. Проверено на практике.

.jpg)