-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда говорят про производство алюминиевых дверей, часто представляют просто штамповку профилей. На деле тут каждый миллиметр зазора влияет на теплопотери. Вот возьмем распашную конструкцию для жилого дома – кажется, чего проще? Но если не учесть линейное расширение профиля при морозе в -30°C, зимой клиент получит ледяные мостики холода. Мы в SINDRE через это прошли, когда в 2019 году поставили партию дверей для коттеджей в Якутске.
Сборка начинается с проверки геометрии профиля. Даже сертифицированный алюминий от завода-изготовителя может иметь микроскопическую деформацию после транспортировки. Мы на производстве всегда закладываем 2-3 мм технологического запаса по периметру рамы – это страхует от проблем при монтаже в неровные проемы.
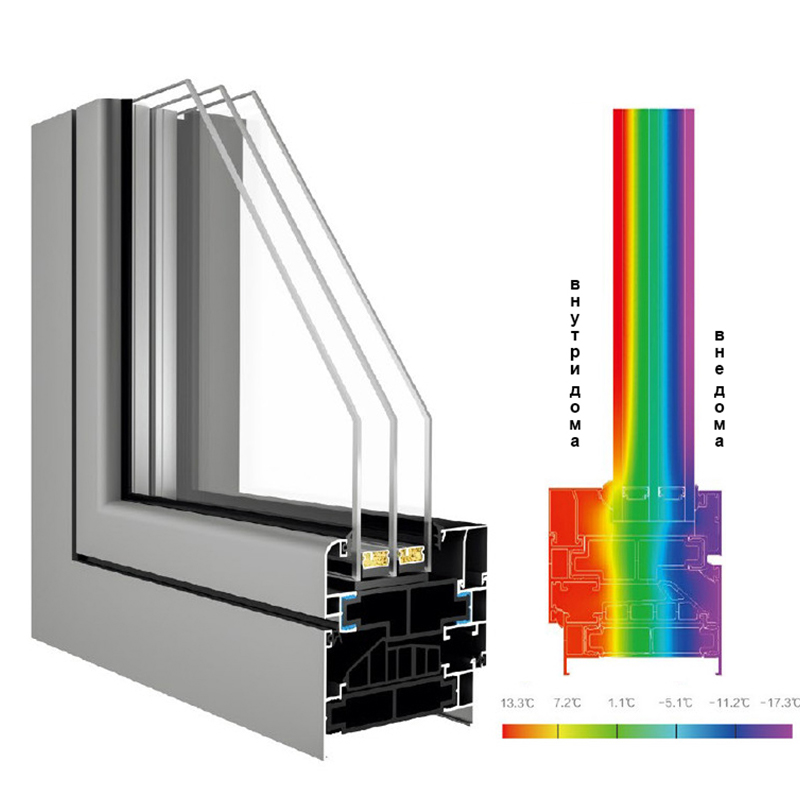
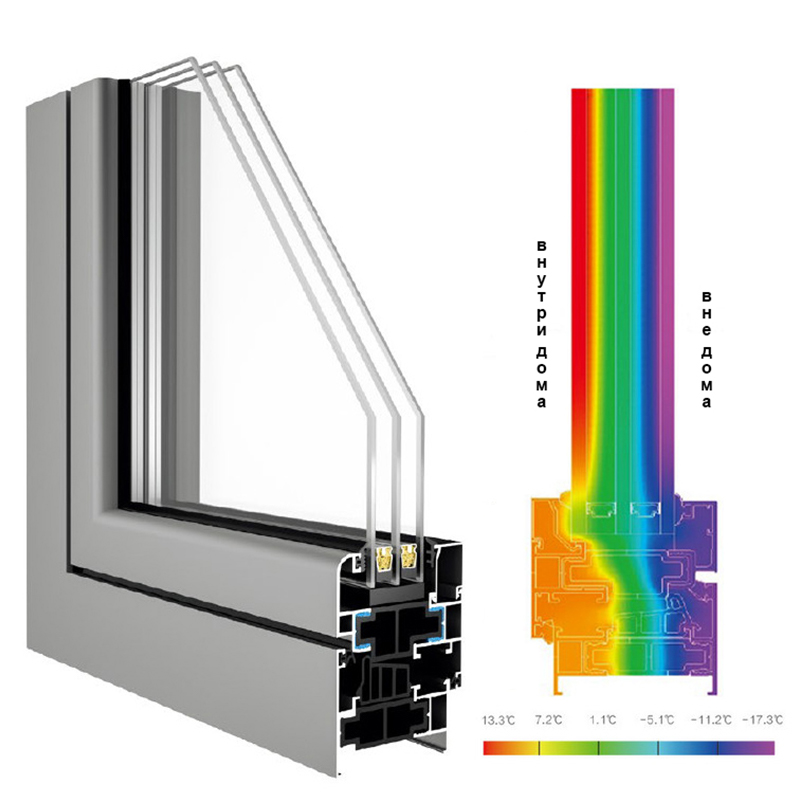
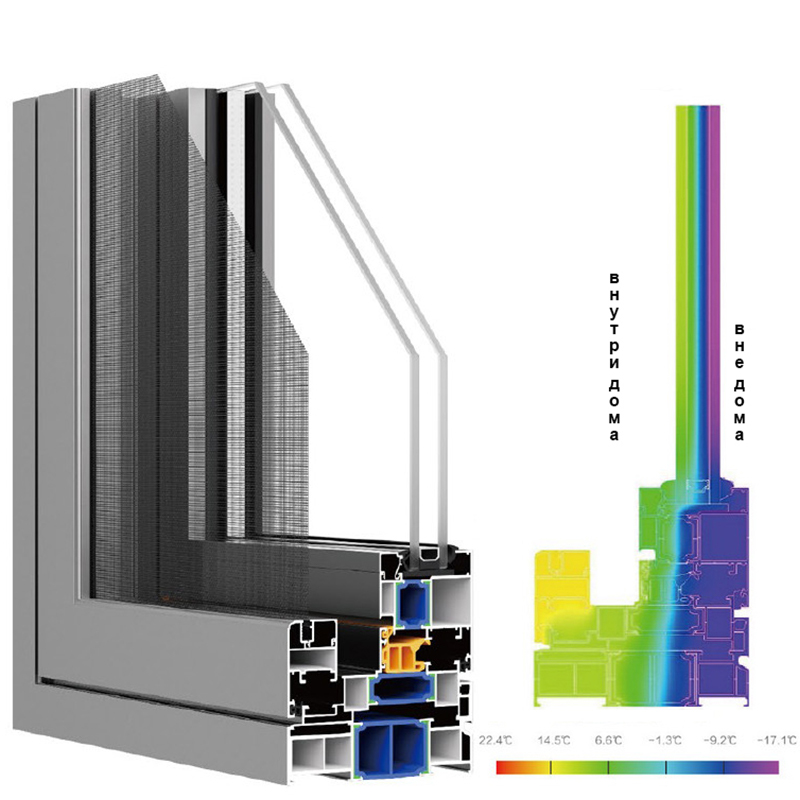
Уплотнители – отдельная история. Резиновые контуры для алюминиевых дверей должны иметь разную твердость: по притвору ставим мягкие EPDM, а в зоне примыкания к стене – более жесткие TPE. Кстати, именно комбинирование уплотнителей позволило нам добиться показателя 0,65 Вт/м2?°С для дверей серии 'Арктика'.
Фурнитуру подбираем под эксплуатационные нагрузки. Для дверей шириной более 1100 мм обязательно усиливаем петли стальными сердечниками. Была ситуация в прошлом году с объектом в Сочи – заказчик сэкономил на фурнитуре, в результате за год петли разболтались от морского воздуха. Пришлось переделывать всю систему креплений.
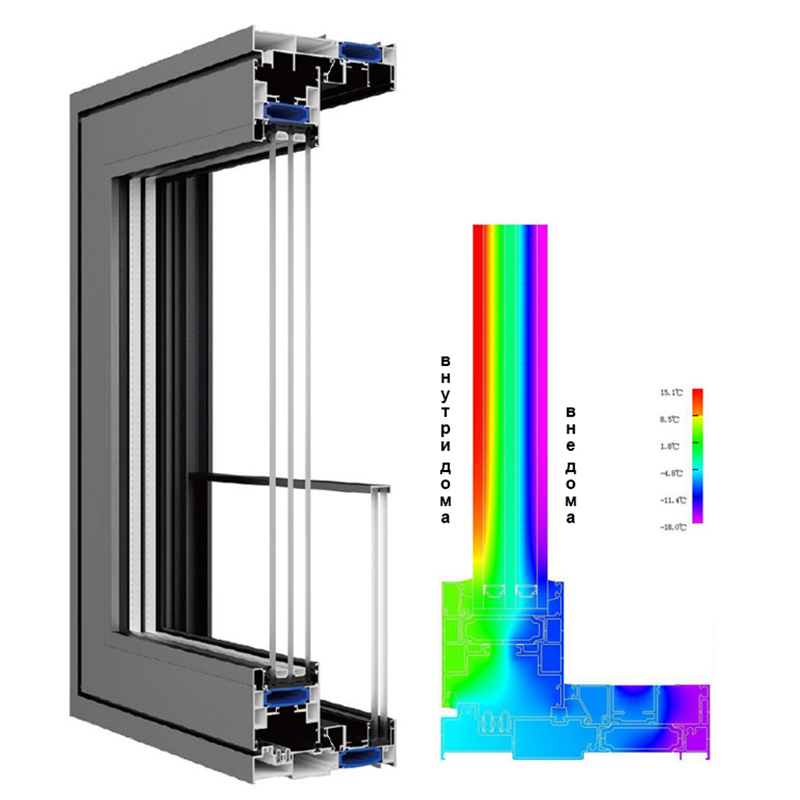
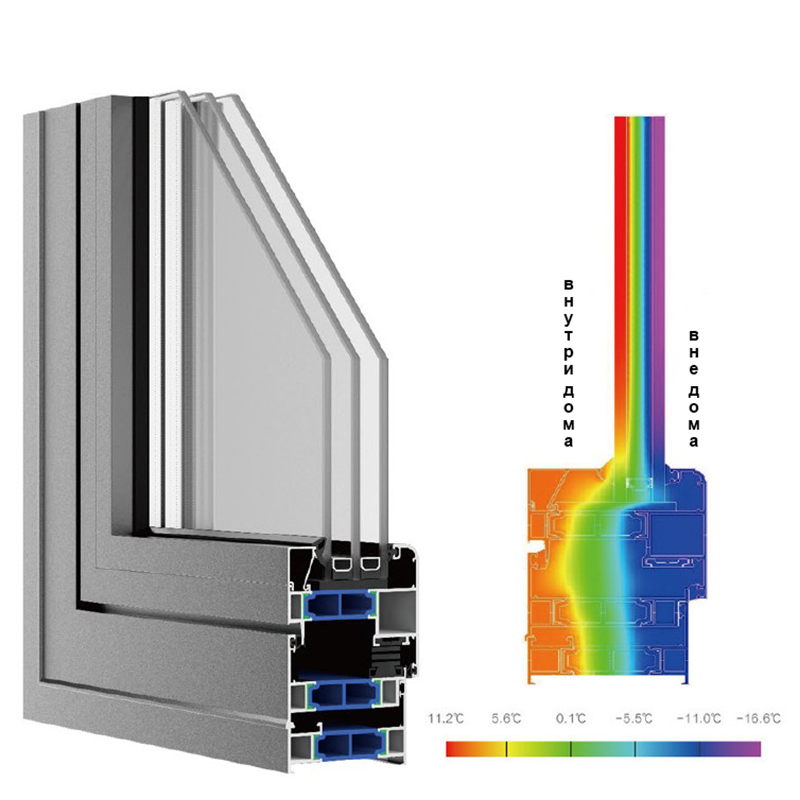
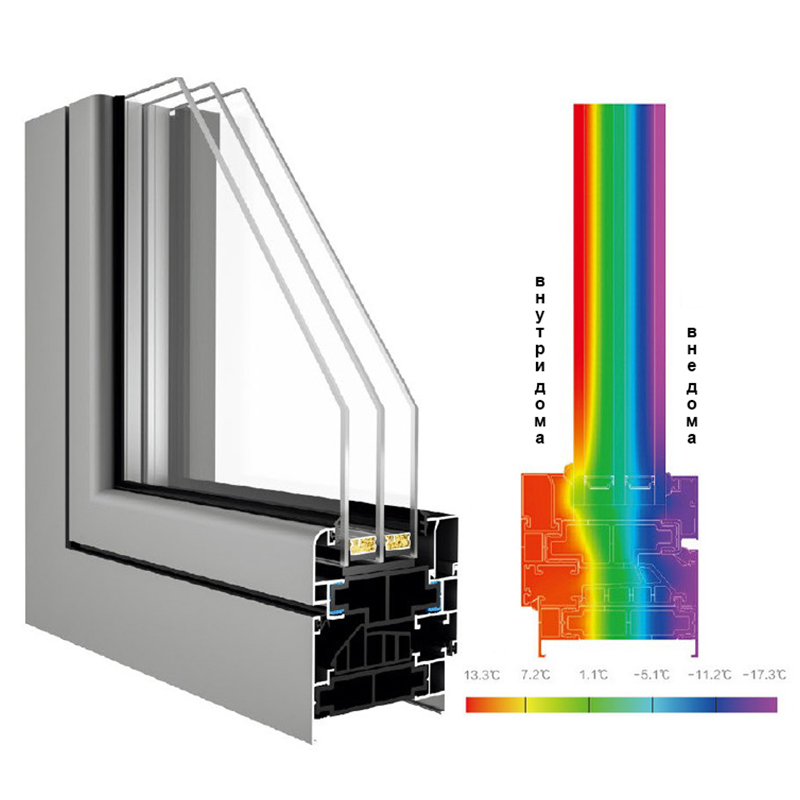
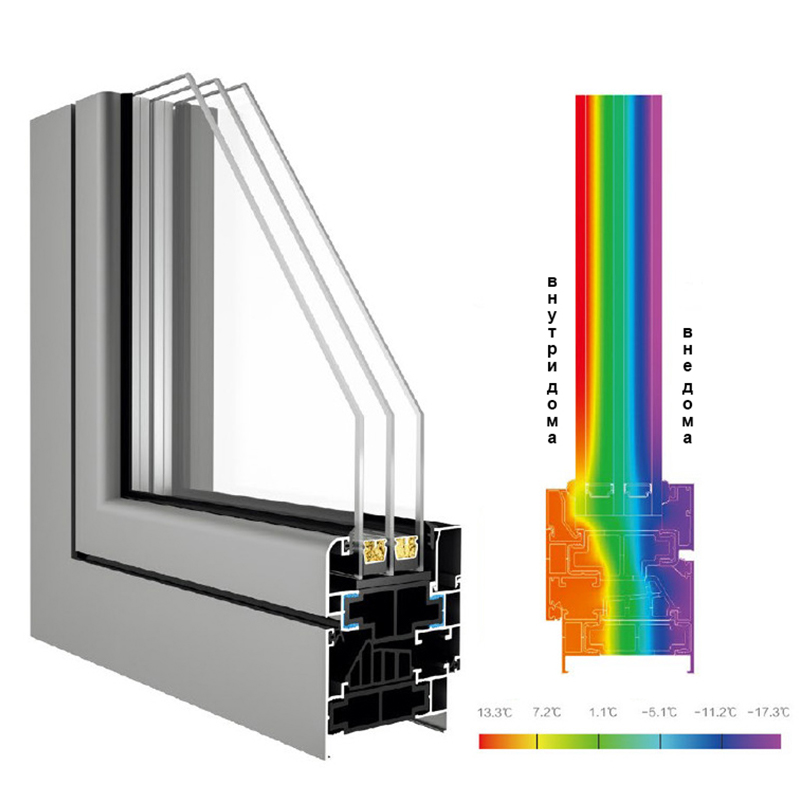
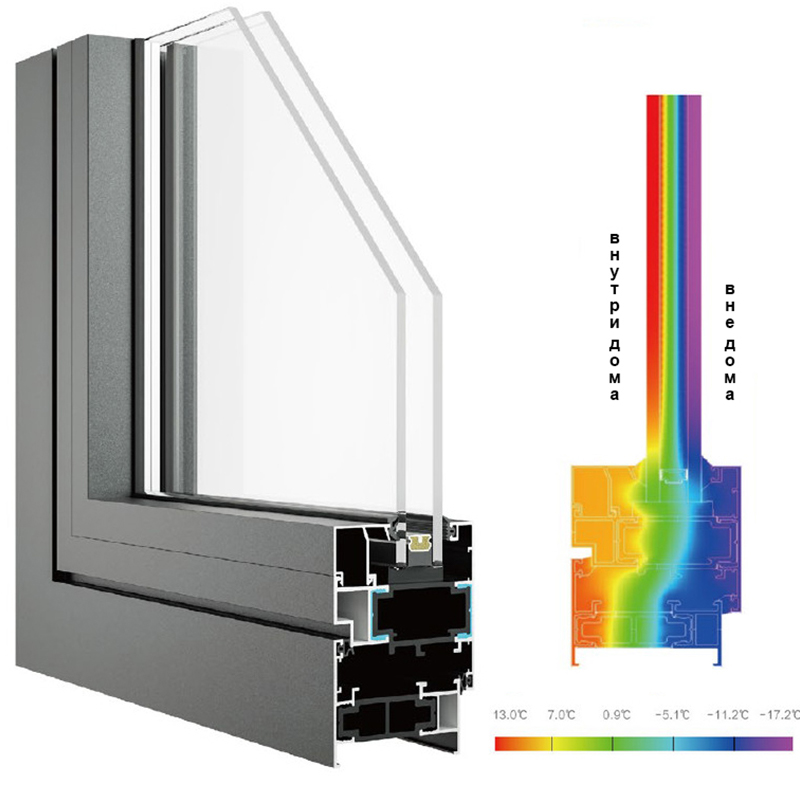
Многие производители до сих пор используют одинарное остекление в дверях эконом-класса. Мы же в SINDRE даже в базовые модели ставим двойной стеклопакет с аргоновым заполнением. Да, себестоимость выше на 15-20%, но зато теплопотери сокращаются почти вдвое.
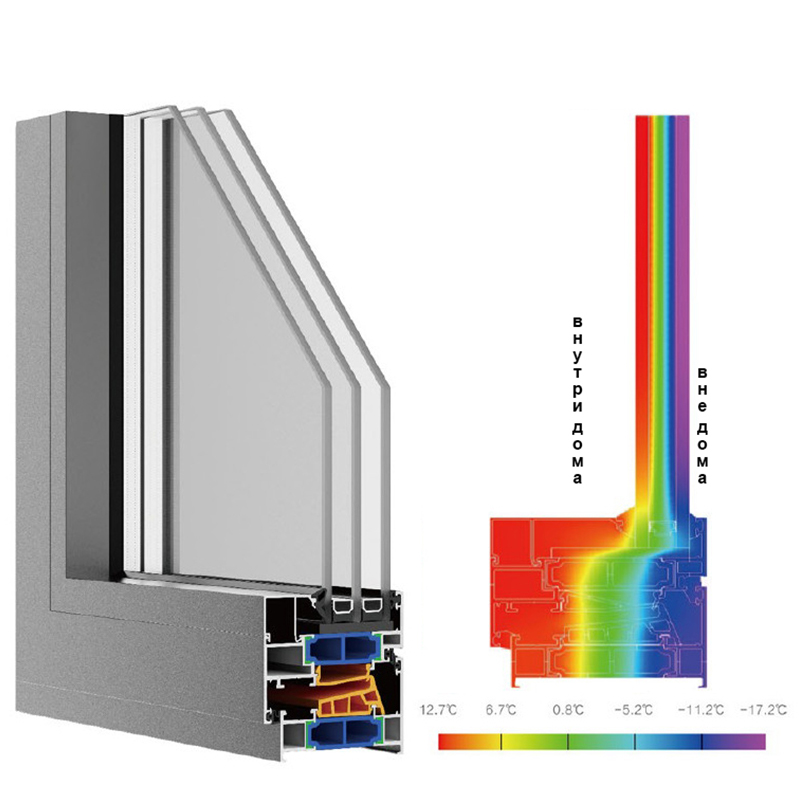
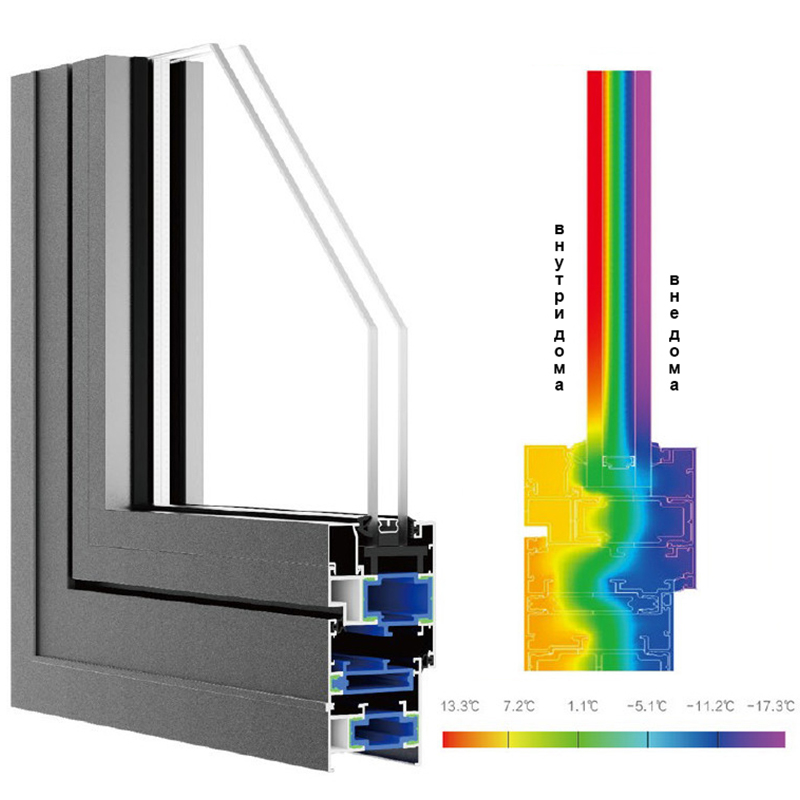
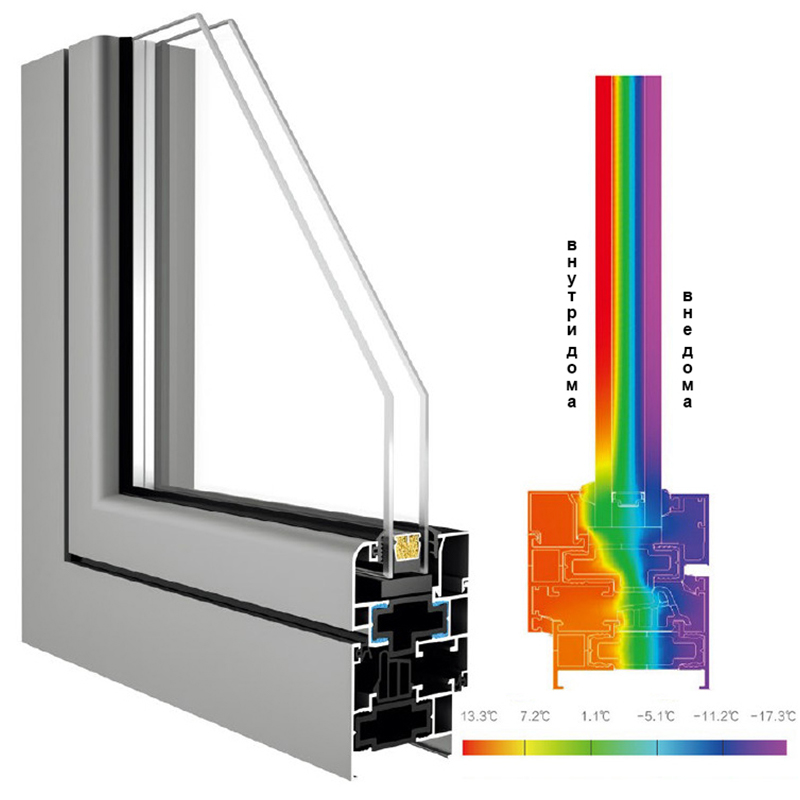
Термовставки – вот что действительно делает алюминиевую дверь 'теплой'. Мы тестировали полиамидные и стеклокомпозитные варианты. Последние показали лучшую стабильность при перепадах температур, хотя их сложнее монтировать. Для объектов с повышенными требованиями к энергоэффективности рекомендуем именно их.
Интересный кейс был с медицинским центром в Москве. Требовалось обеспечить не только теплоизоляцию, но и шумопоглощение. Пришлось разрабатывать трехконтурную систему уплотнения с разной высотой ворса. Результат – 42 дБ звукоизоляции при сохранении нормативного сопротивления теплопередаче.
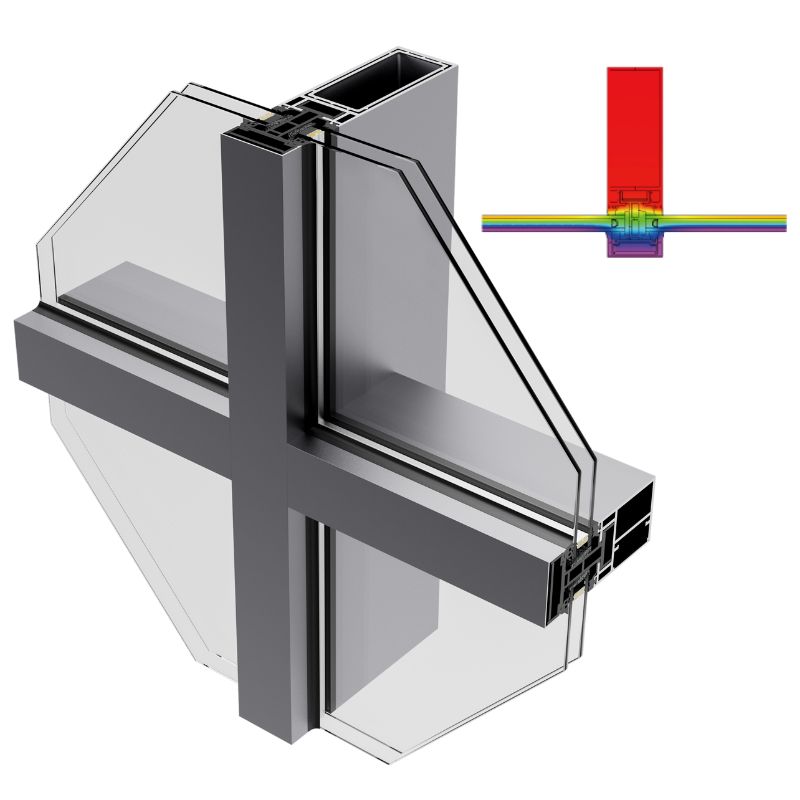
Когда поступает заказ на двери высотой более 2,5 метров, стандартные расчеты на прочность не работают. Приходится усиливать конструкцию дополнительными ригелями. Помню, для торгового центра в Казани делали створки 3,2 метра – пришлось полностью пересчитывать нагрузку на нижнюю направляющую.
Цветовые решения – еще один больной вопрос. Порошковое напыление держится хорошо, но при толщине слоя менее 80 мкм возможны микротрещины. Мы для ответственных объектов используем двухслойное покрытие с промежуточной грунтовкой. Дороже, но гарантия 15 лет того стоит.
Анодирование – технология капризная. Если не выдержать температуру электролита, получается неравномерный оттенок. Как-то раз пришлось переделывать целую партию для офисного центра – заказчик заметил разницу в тоне на разных створках. Теперь у нас стоит автоматическая система контроля температуры ванн.
Монтаж алюминиевых дверей – это 70% успеха. Даже идеально сделанная дверь будет плохо работать, если установлена с нарушениями. Мы всегда требуем от монтажников проверять диагонали проема с точностью до 3 мм. Перекосы больше этого значения требуют предварительного выравнивания откосов.
Зазоры между рамой и стеной – отдельная тема. Многие задувают их монтажной пеной и считают дело сделанным. Мы же используем трехступенчатую систему: сначала герметизируем периметр акриловой лентой, потом запениваем, а сверху закрываем алюминиевыми нащельниками с силиконовым уплотнением.
Регулировка фурнитуры – операция, которую часто недооценивают. Петли нужно проверять каждые 3-4 месяца в первые год эксплуатации. Алюминий 'усаживается' под нагрузкой, поэтому требуется периодическая подтяжка крепежей. Мы даже разработали для клиентов специальный календарь техобслуживания.
Сейчас экспериментируем с композитными вставками в профили. Углеродное волокно увеличивает прочность на разрыв без существенного утяжеления конструкции. Пока дорого, но для премиального сегмента уже предлагаем такие решения.
Умные системы – тренд, который нельзя игнорировать. Но встраивать электронику в дверное полотно нужно с умом. Мы отказались от проводных решений в пользу беспроводных датчиков на батарейках – меньше проблем с монтажом и обслуживанием.
Переход на безотходное производство – наша следующая цель. Обрезки профиля пускаем на изготовление доборных элементов, а алюминиевую стружку прессуем в технические заглушки. Пока удается использовать до 92% исходного материала.
Сырье – основа качества. Мы годами отрабатывали цепочку поставок алюминиевых сплавов. Сейчас работаем напрямую с заводом-изготовителем, что позволяет контролировать химический состав сплава. Особенно важно содержание магния – если больше 1,5%, профиль становится хрупким на изгиб.
Каждый профиль проверяем на твердость по Шору. Были случаи, когда партия проходила все заводские испытания, но при фрезеровке появлялись микротрещины. Теперь у нас стоит автоматический дефектоскоп с ультразвуковым контролем.
Упаковка – последний этап, но не менее важный. Для транспортировки используем угловые защитные элементы из вспененного полиэтилена. Один раз пренебрегли этим правилом – получили 15% брака по геометрии угловых соединений. Теперь упаковываем каждую дверь по стандарту, разработанному для хрупких грузов.



.jpg)