-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь 'заводское производство алюминиевых дверей', многие представляют конвейер с идентичными изделиями. На деле же даже на потоке каждый проект требует индивидуальных решений — от выбора профильной системы до обработки притвора.
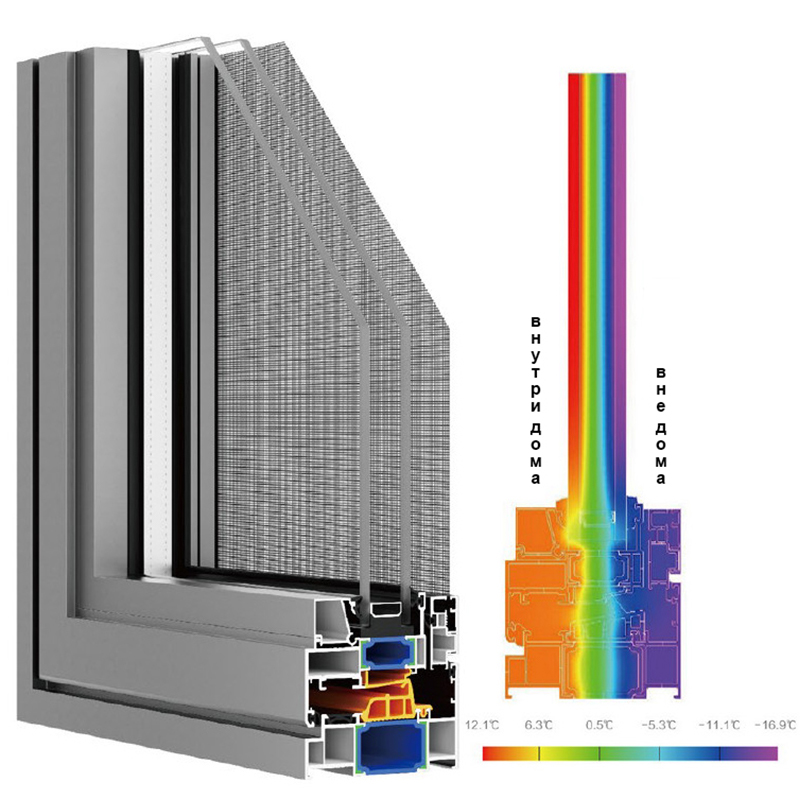
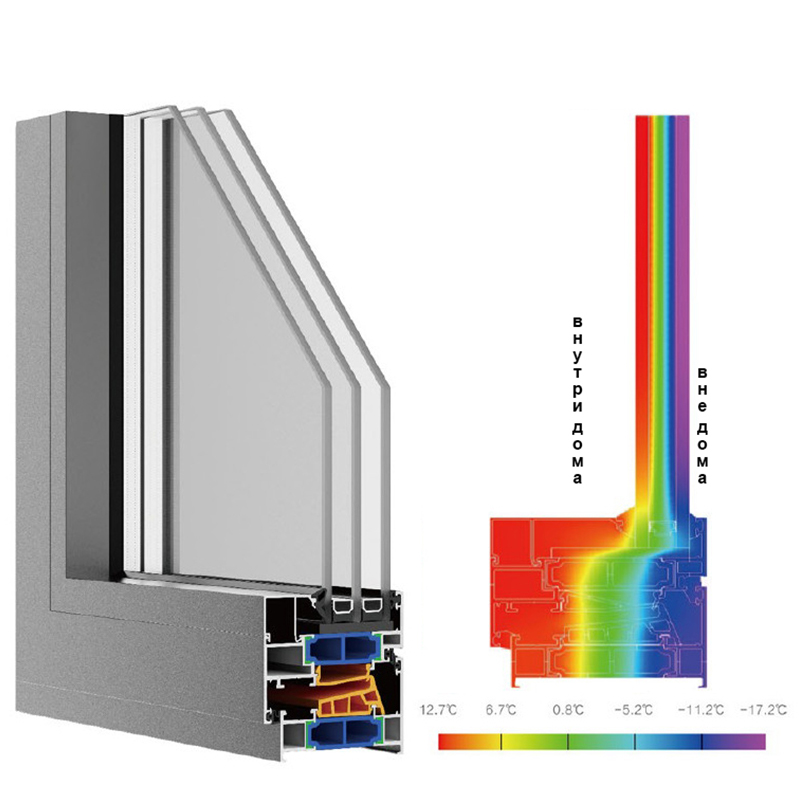
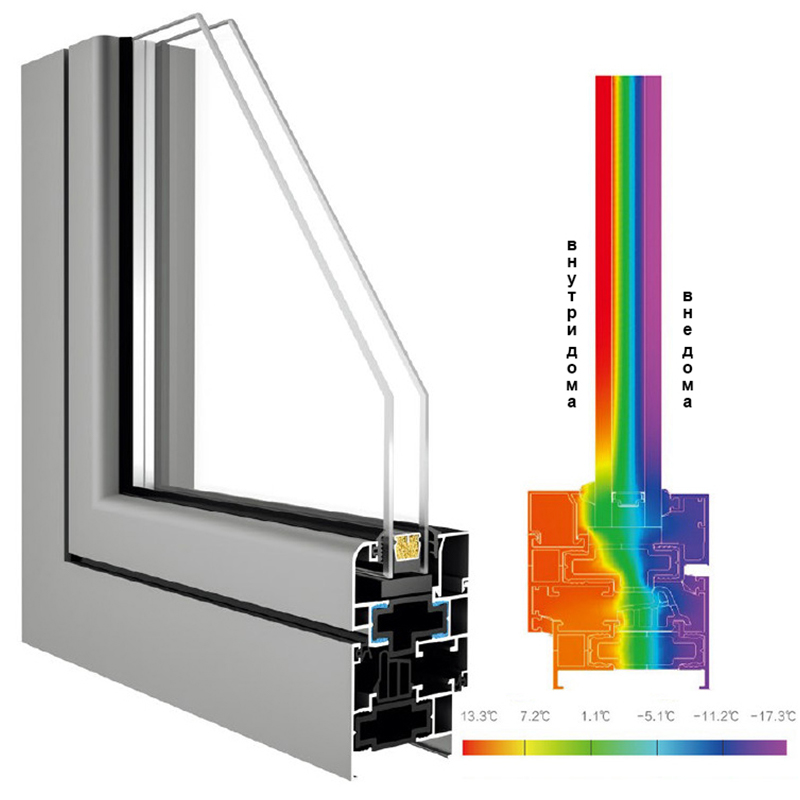
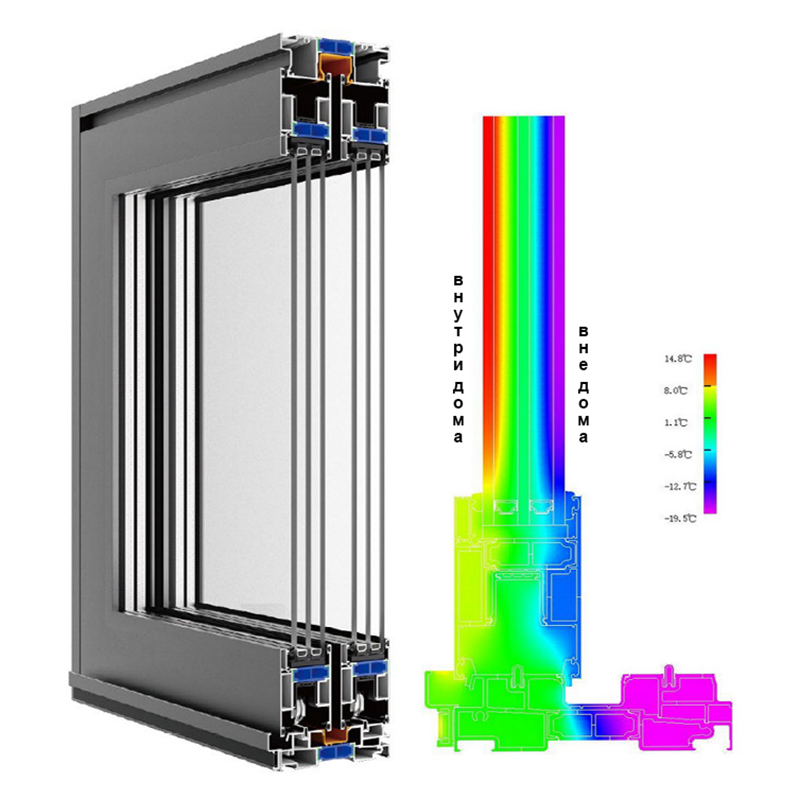
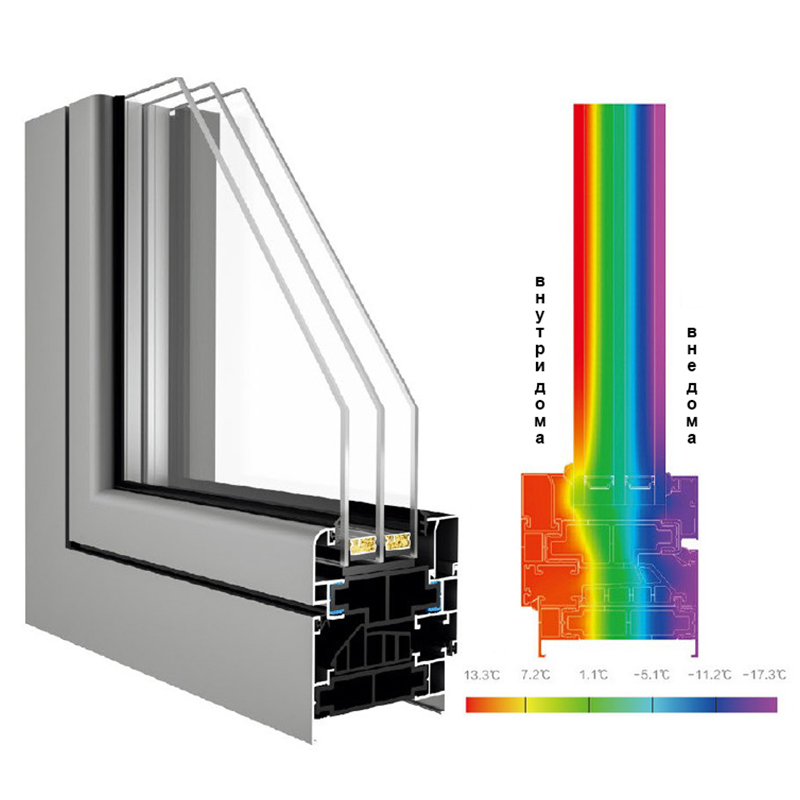
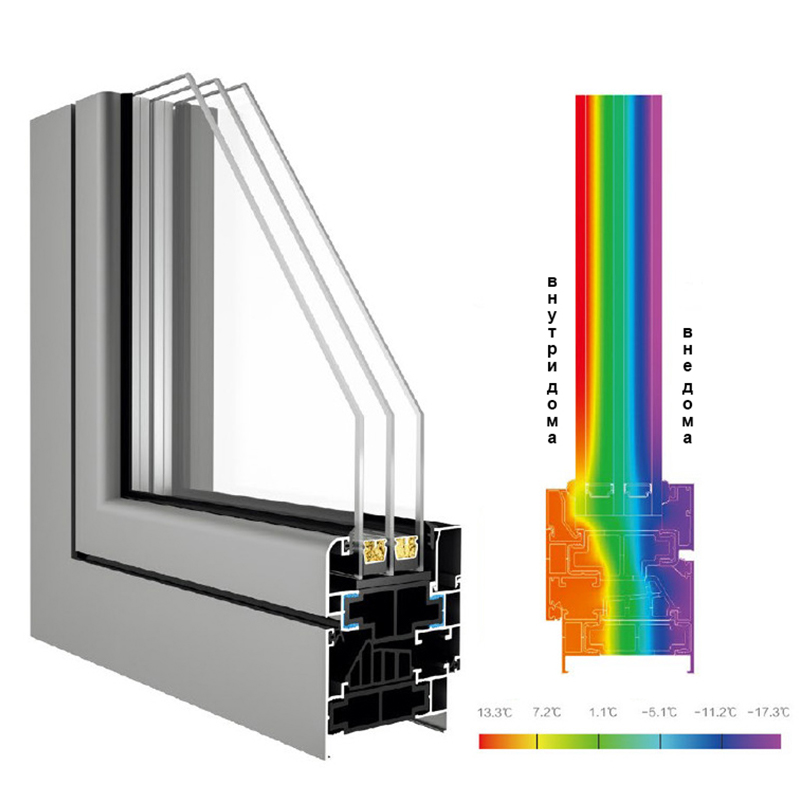
Вот пример: заказчик требует дверь для торгового центра с повышенной ветровой нагрузкой. Стандартный профиль 60 мм не подходит — пришлось комбинировать усиленные ригели с терморазрывом. Кстати, о терморазрыве — часто его делают чисто номинально, экономя на полиамидных вставках. Мы в таких случаях используем немецкие системы с шестикамерным профилем, хотя это удорожает конструкцию на 15-20%.
Сварка углов — отдельная история. Автоматическая сварка с ЧПУ дает идеальную геометрию, но для арочных конструкций до сих пор приходится держать в штате двух опытных сварщиков ручной сварки. Их работа стоит дороже, но попробуй объясни это клиенту, когда он видит разницу в смете.
Помню, как пришлось переделывать партию дверей для филиала Сбербанка — заказчик потребовал изменений по фурнитуре уже после запуска в производство. Пришлось демонтировать готовые полотна и менять многозапорные механизмы. Убыток покрыли за счет других проектов, но опыт показал: даже с промышленным масштабом нужно сохранять гибкость.
Купили пять лет назад раскроечный центр с ЧПУ — думали, решили все проблемы с точностью. Оказалось, оператор с опытом на старом оборудовании дает меньший процент брака, чем новичок на дорогой машине. Сейчас внедряем систему, где станок ведет лазерное сканирование заготовки перед обработкой — технология перспективная, но требует переобучения персонала.
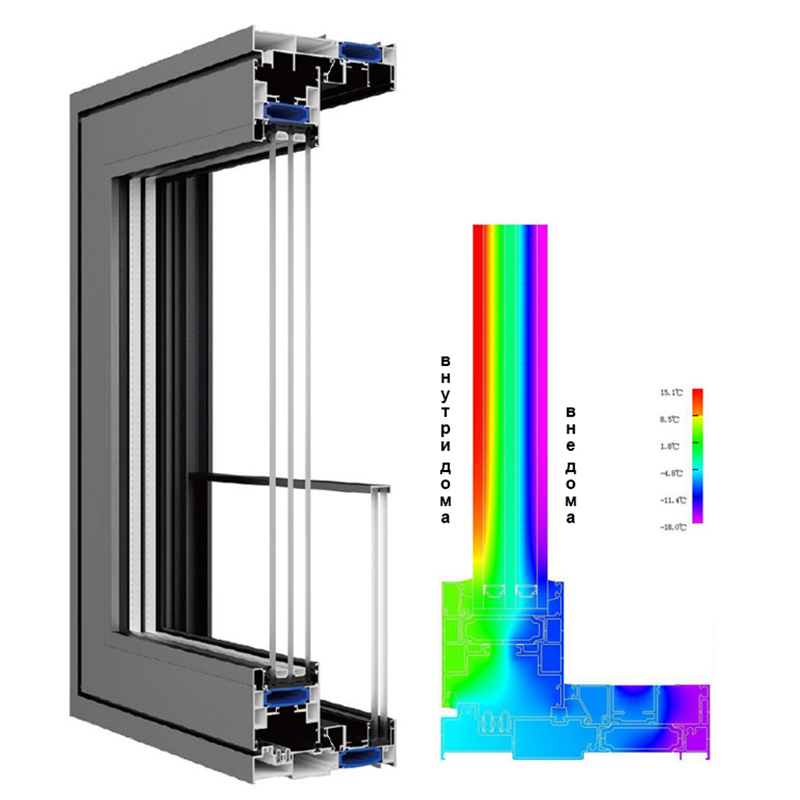
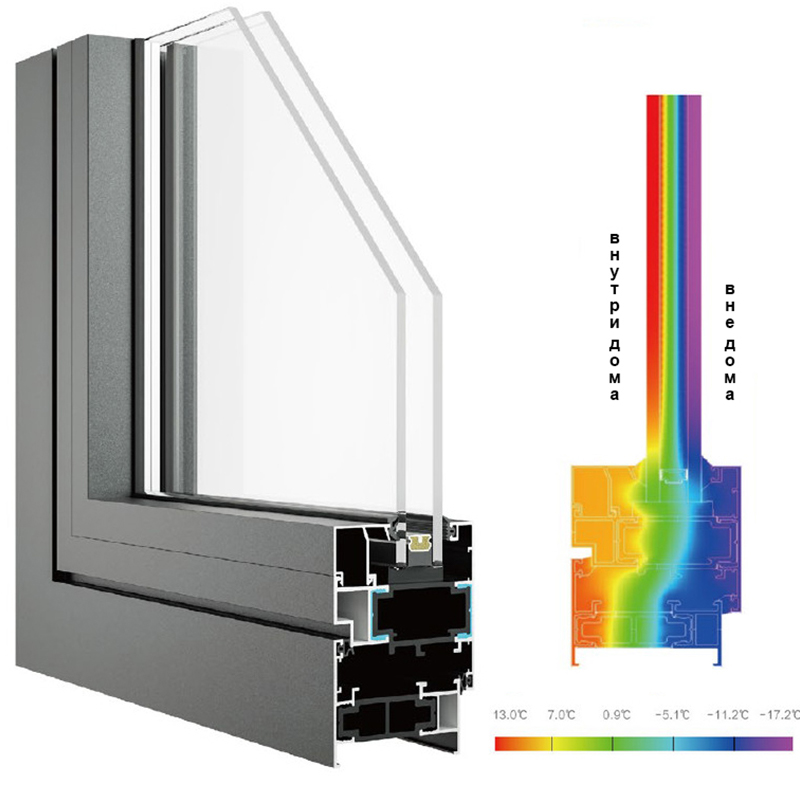
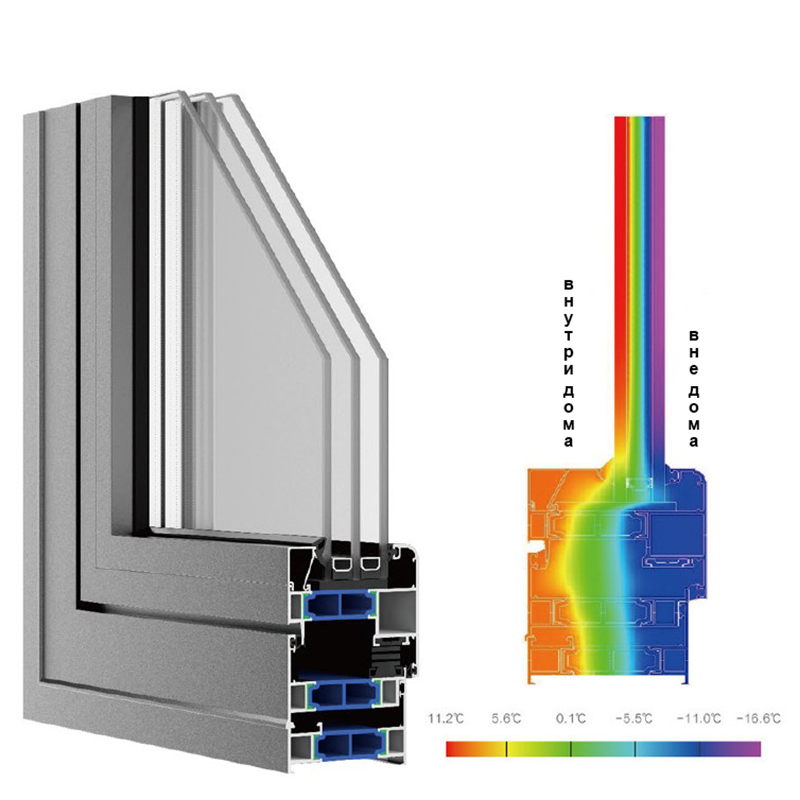
Фрезеровка под петли — казалось бы, элементарная операция. Но когда делаешь двери для Крайнего Севера с тройным остеклением, погрешность даже в полмиллиметра приводит к промерзанию. Пришлось разрабатывать собственную оснастку, хотя производитель оборудования уверял, что их шаблоны универсальны.
Покрасочная линия с вертикальной сушкой — гордость завода. Но технолог до сих пор в спорных случаях использует старый метод — наносит порошковую краску вручную на сложные элементы. Говорит, робот не чувствует микронеровности поверхности.
Отгрузили партию в Сочи — казалось бы, стандартная поставка. Но при разгрузке обнаружили деформацию двух коробок из-за неправильной укладки в фуре. Теперь для дверей длиннее 2,5 метров разработали специальные транспортные контейнеры с сотовым наполнителем.
Монтажники часто жалуются на вес конструкций — пришлось пересмотреть подход к комплектации. Теперь для объектов выше третьего этажа поставляем двери в сборно-разборном исполнении, хотя это увеличивает время монтажа на 30%.
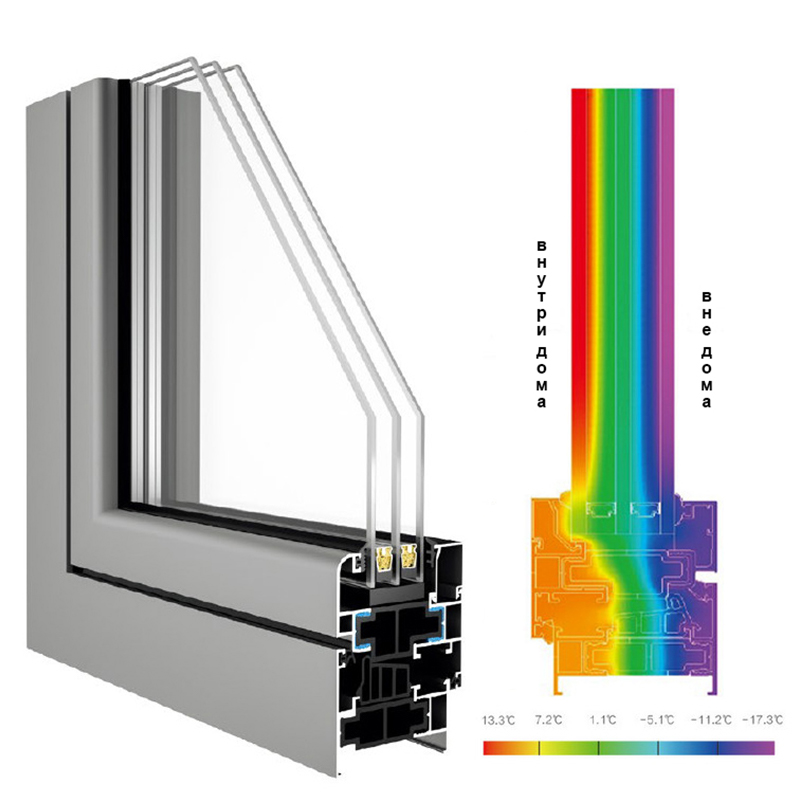
Самая сложная поставка была для объекта в Норильске — пришлось разрабатывать зимнюю версию монтажного узла с подогревом порога. Стандартное решение не работало при -50°C, хотя по паспорту выдерживало такие температуры.
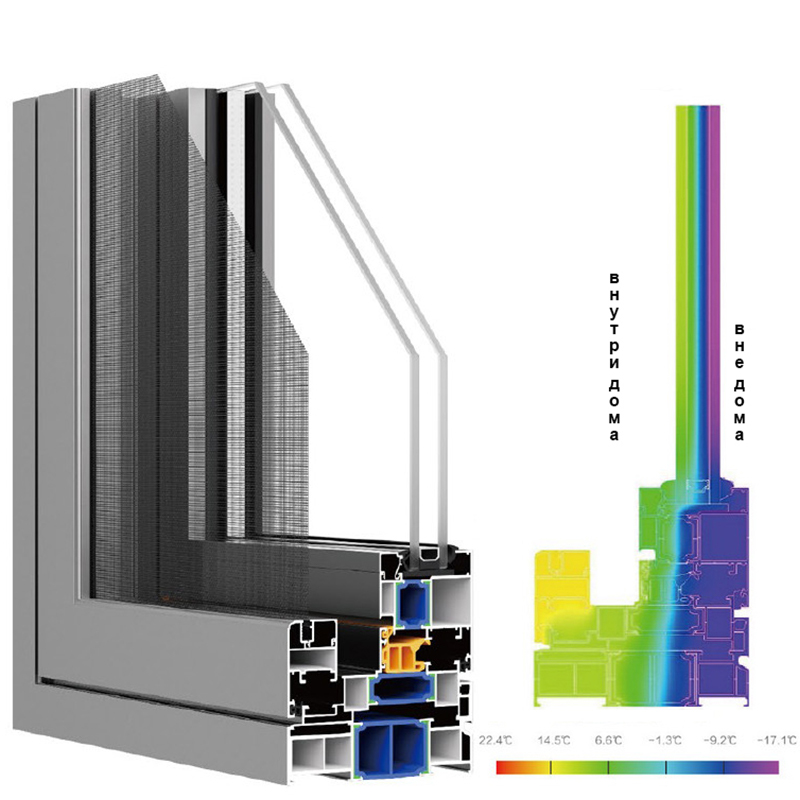
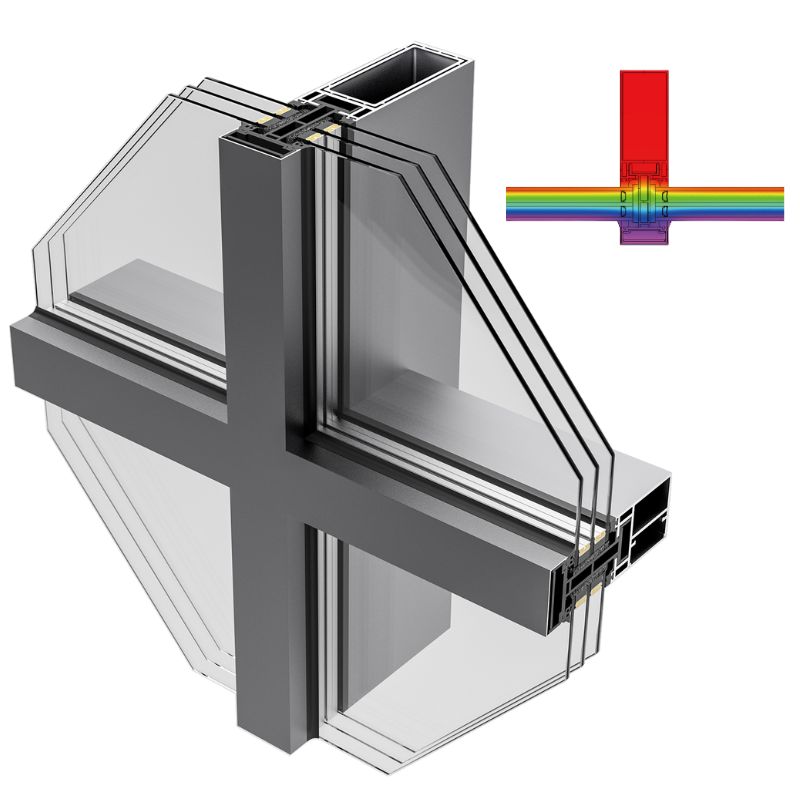
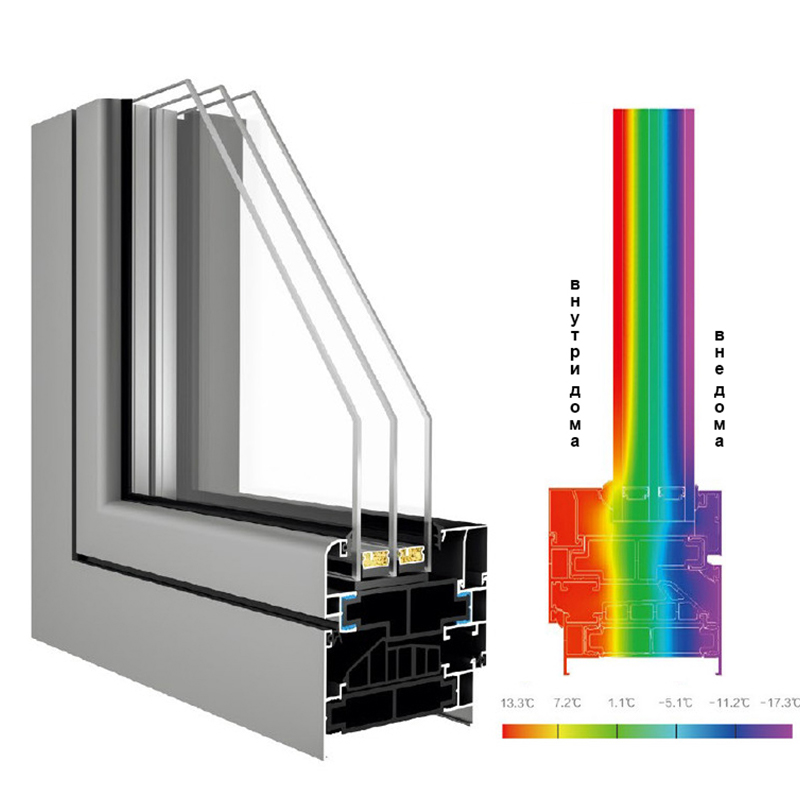
С алюминиевым профилем работаем в основном с заводами-изготовителями, которые специализируются на архитектурных системах. Например, ООО 'Гуандун Синдин Новые материалы' предлагает интересные решения для энергоэффективных конструкций — их профиль с улучшенными тепловыми характеристиками хорошо показал себя в жилых комплексах.
Фурнитуру берем австрийскую — дорого, но надежно. Хотя для бюджетных проектов иногда используем польские аналоги, предварительно тестируя на цикличность. Кстати, тесты показали: дешевая фурнитура выдерживает в среднем 25 000 циклов вместо заявленных 50 000.
Стеклопакеты — отдельная головная боль. Заказчики часто экономят на заполнении аргоном, хотя разница в теплоизоляции достигает 30%. Приходится объяснять, что для производства алюминиевых дверей важно соблюдать весь технологический цикл — от выбора профиля до качества уплотнителей.
Рассчитывали рентабельность — оказалось, дороже всего обходятся не материалы, а переделки и доработки. Ввели систему двойного контроля чертежей перед запуском в цех — снизили процент брака с 8% до 3% за полгода.
Энергозатраты — еще один скрытый резерв. Перешли на ночной режим работы плавильного цеха по льготному тарифу — экономия около 15% на электроэнергии.
Утилизация стружки — раньше считали отходами, теперь прессуем и сдаем как вторичное сырье. Мелочь, а приносит дополнительно 70-80 тысяч рублей в месяц.
Пробовали внедрять систему 'умный дом' для дверей — спрос оказался ниже ожидаемого. Клиенты готовы платить за надежность, но не за электронные 'навороты'. Оставили базовые решения с электромеханическими замками.
Автоматизация склада готовой продукции окупилась быстрее, чем планировали — сейчас рассматриваем возможность интеграции с системой sindrehitech.ru для онлайн-мониторинга статусов заказов.
Интересный опыт — участие в тендере на остекление бизнес-центра. Проиграли из-за слишком детализированной сметы — конкуренты указали усредненные цифры. Теперь для коммерческих предложений готовим два варианта: подробный и укрупненный.
Разработали типовой договор с поэтапной оплатой — снизили риски по долгам. Но для постоянных клиентов сохранили возможность отсрочки — в этом сегменте важны доверительные отношения.
Сложнее всего было объяснять заказчику из ЖК 'Премиум-класс', почему дверь с панорамным остеклением не может стоить как стандартная. Пришлось проводить экскурсию по цеху и показывать разницу в технологиях обработки.
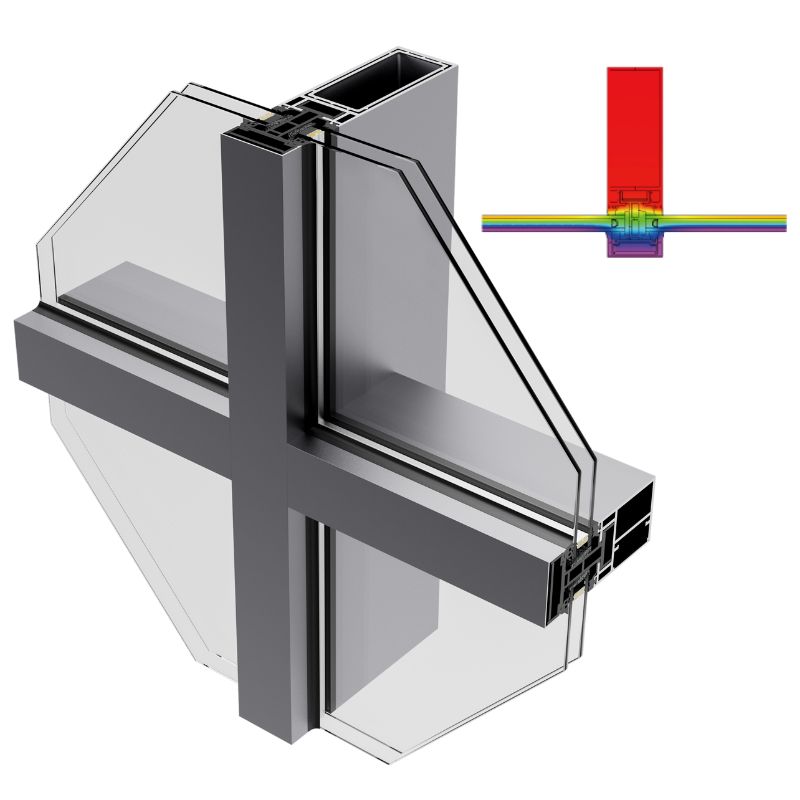
Сейчас ведем переговоры с SINDRE компания с ограниченной ответственностью новые материалы и технологии о поставках специализированного профиля для объектов с повышенными требованиями к энергоэффективности. Их подход к крупномасштабным решениям для навесных стен интересен для наших новых проектов.