-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

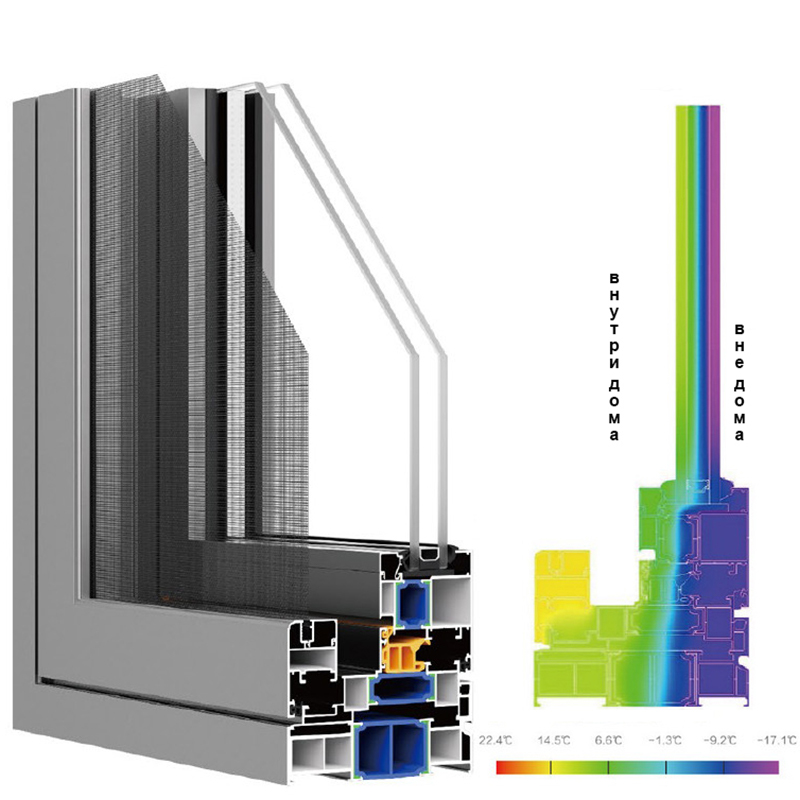
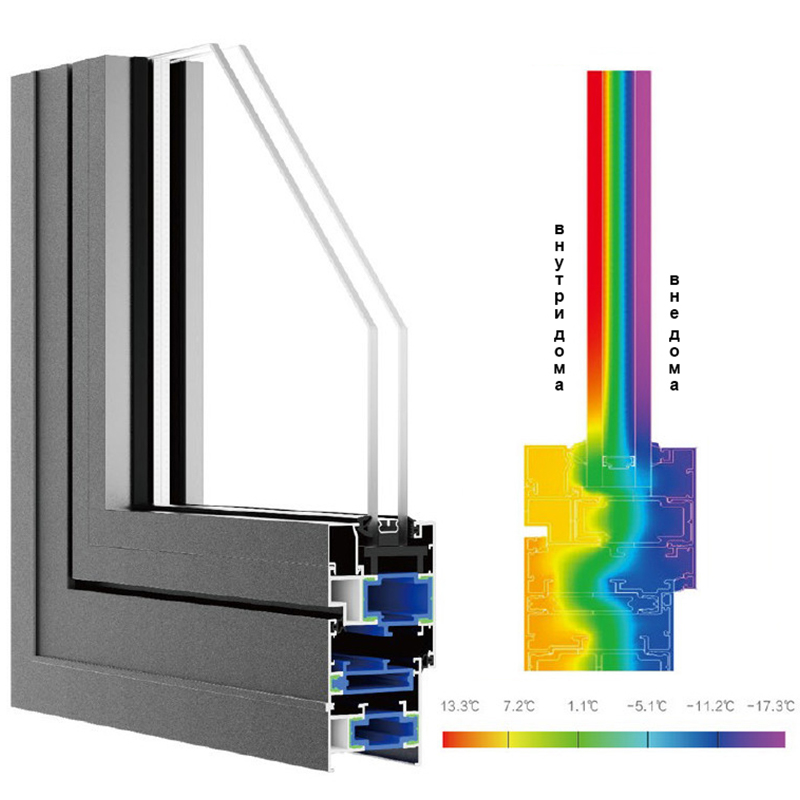
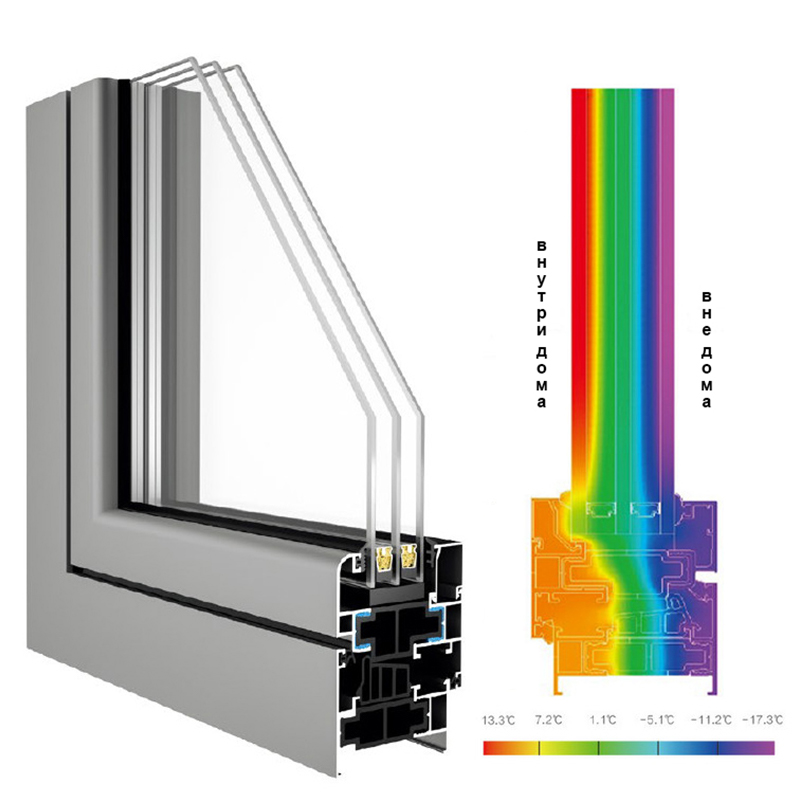
Когда слышишь про ?профиль с низкой теплопроводностью заводы?, первое, что приходит в голову — это пресс-релизы про ?революционные разработки?. На деле же большинство российских производителей до сих пор используют алюминиевые сплавы без терморазрыва, а потом удивляются, почему объекты в Норильске покрываются инеем изнутри. Мы в ООО ?Гуандун Синдин Новые материалы? через это прошли: в 2019 году поставили партию профилей для жилого комплекса в Якутске, где заказчик требовал коэффициент теплопроводности не выше 0,23 Вт/м·К. Сначала думали — обычная история, но когда смонтированные окна начали ?плакать? при -45°C, пришлось пересматривать всю технологию армирования стеклопакетов.
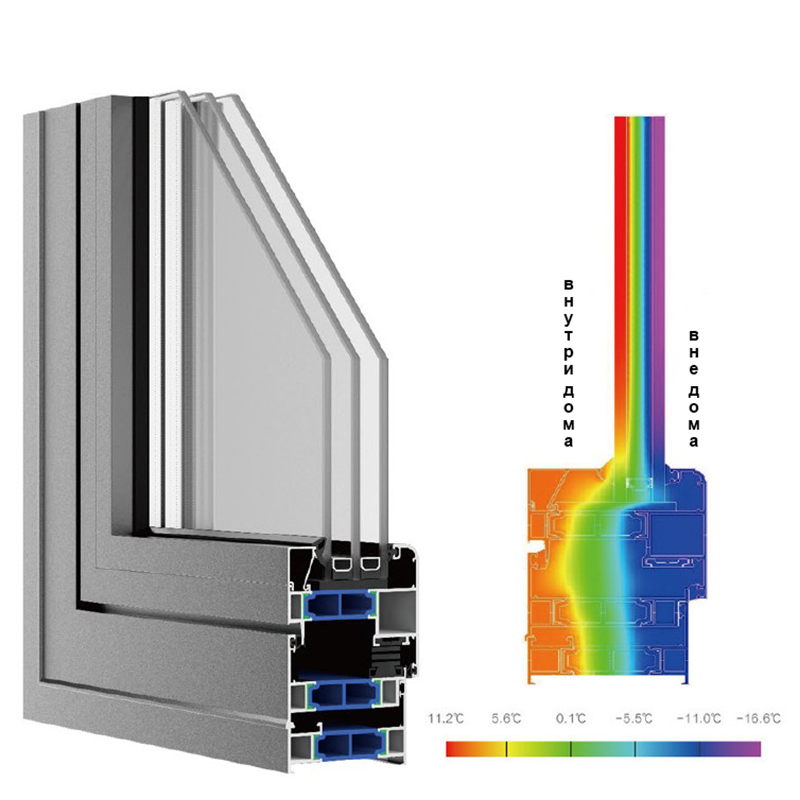
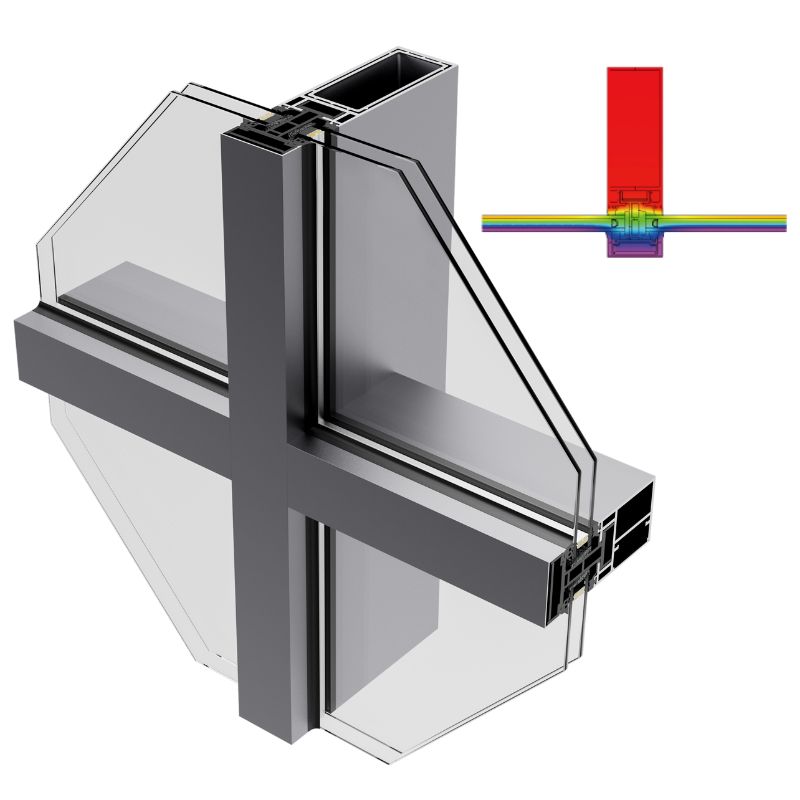
Основная ошибка — считать, что достаточно увеличить ширину профиля. На нашем заводе в Шэньчжэне провели серию тестов: 70-миллиметровый профиль с тройным уплотнением показывал худшие результаты, чем 60-миллиметровый с грамотно спроектированными камерами. Ключевым оказалось не сечение, а распределение воздушных прослоек и тип полиамидных вставок. Немецкие аналоги стабильно выигрывают за счет прецизионной геометрии — у нас же до сих пор встречаются производственные допуски до 0,8 мм, что убивает всю теплоизоляцию.
Заметил интересную деталь при визите на стройку в Красноярске: монтажники часто экономят на герметике стыков, аргументируя это ?и так держит?. Но когда речь идет о профиль с низкой теплопроводностью, даже микрощель в 1 мм снижает эффективность на 15-20%. Пришлось разработать для таких случаев специальный клеевой состав с керамическими микросферами — его теперь поставляем вместе с профилями для критичных объектов.
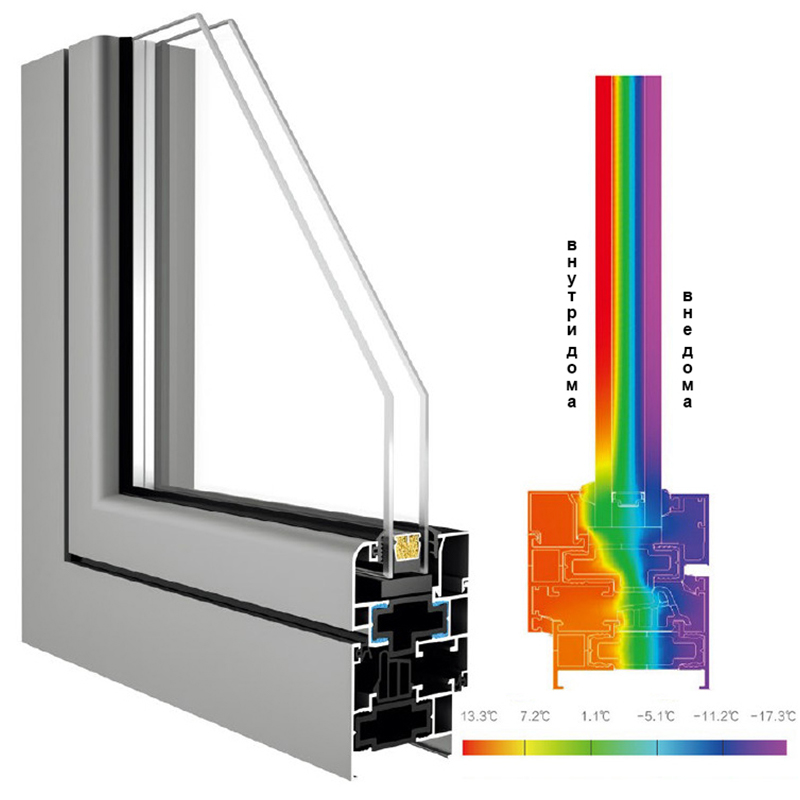
Самое сложное — объяснить заказчикам разницу между заявленными и реальными характеристиками. Лабораторные испытания при +23°C — это одно, а работа при -50°C в Воркуте — совсем другое. Мы начали проводить выборочные замеры на готовых объектах: оказалось, что даже сертифицированные профили теряют до 30% эффективности из-за неправильного монтажа армирующих элементов. Теперь в каждом паспорте изделия указываем не только ГОСТы, но и практические рекомендации для монтажников.
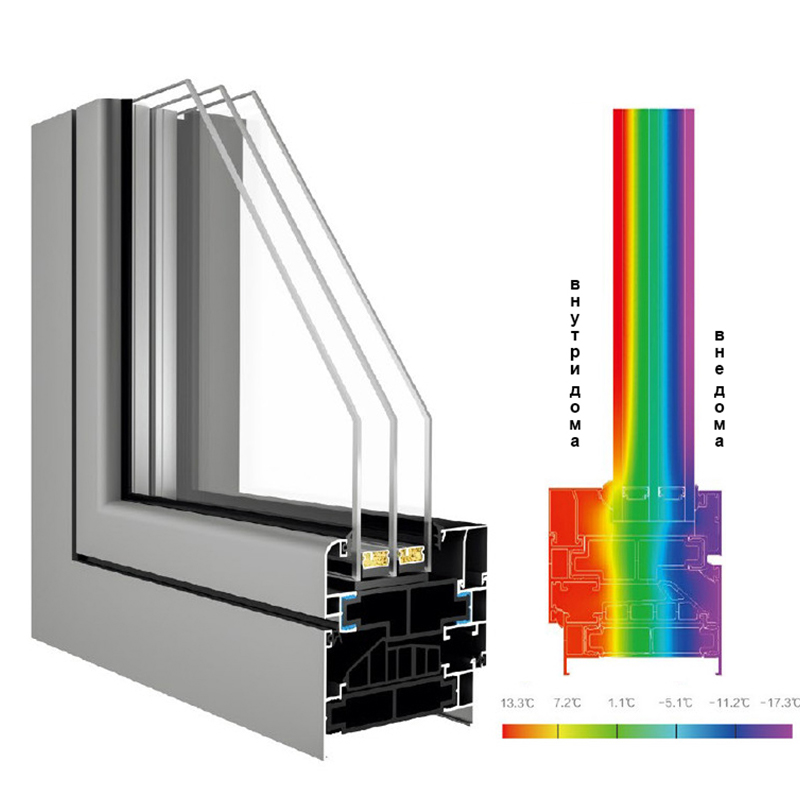
Экструзия — только начало истории. На нашем производстве в Китае (откуда поставляем комплектующие для ООО ?Гуандун Синдин Новые материалы) столкнулись с дефектами калибровки после замены гидравлического пресса. Новое оборудование давало идеальную геометрию, но при охлаждении профиль ?вело? на стыках термовставок. Пришлось переделывать систему водяного охлаждения — увеличили количество зон контроля температуры с 3 до 7.
Сырье — отдельная головная боль. Европейские полиамиды стабильны, но дороги, китайские аналоги дешевле, но требуют жесткого входного контроля. Как-то приняли партию со скрытой кристаллизацией — при первом же морозе терморазрывы потрескались. Теперь каждый рулон тестируем на циклическое замораживание, даже если есть сертификаты соответствия.
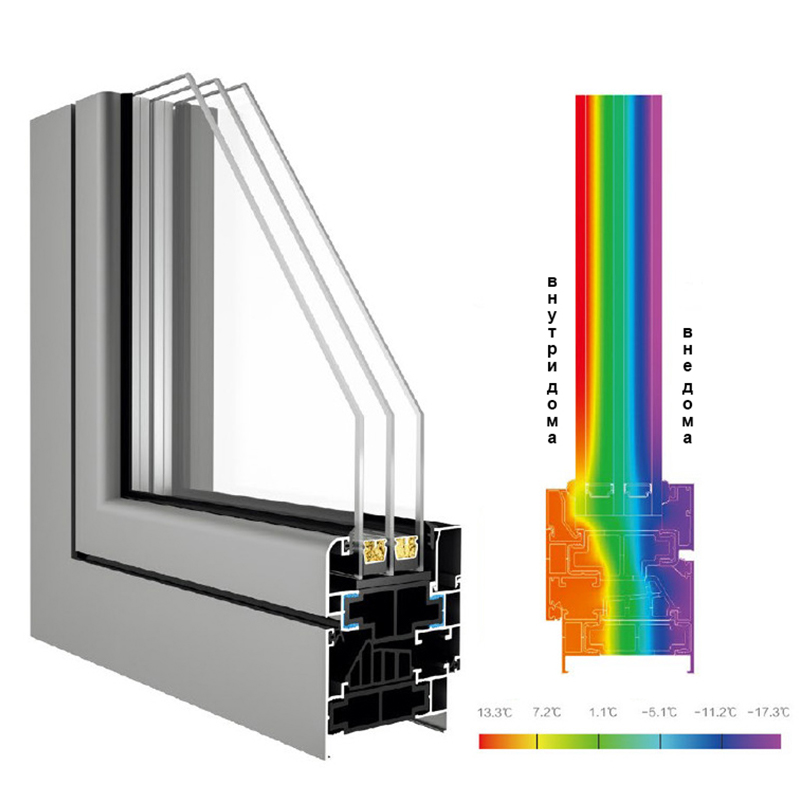
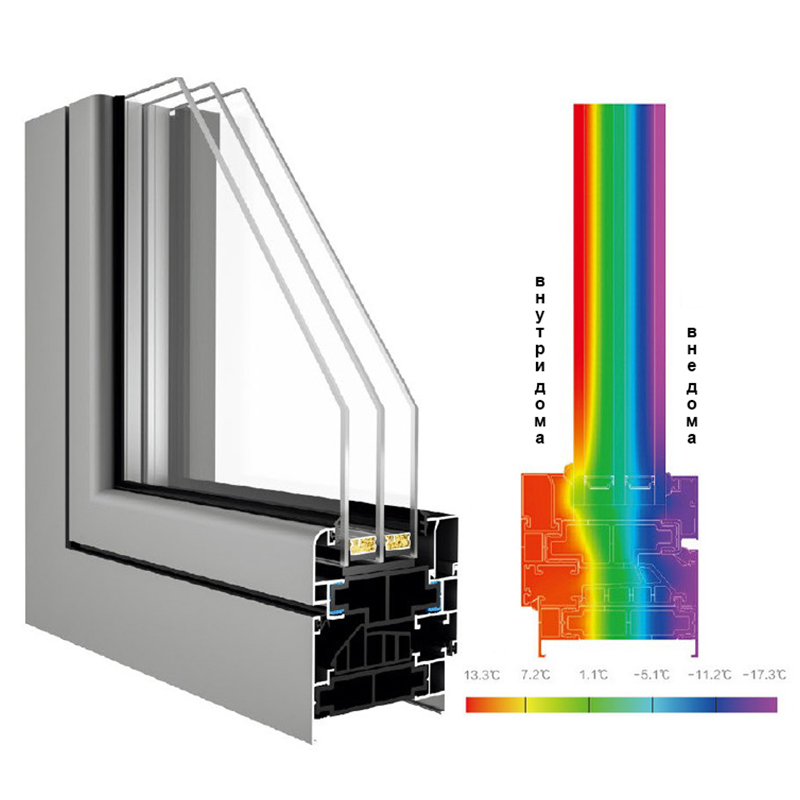
Система контроля на выходе — это не про формальное соблюдение ТУ. Ввели обязательное сканирование тепловизором каждой десятой палки профиля. Выявили интересную аномалию: при скорости экструзии выше 2 м/мин в угловых зонах появляются микротрещины, невидимые глазу. Исправили снижением скорости до 1,7 м/мин — производительность упала, но брак сократился с 8% до 0,3%.
Самое уязвимое место — угловые соединения. Даже идеальный профиль с низкой теплопроводностью превращается в мостик холода, если стык залит некачественным герметиком. На объекте в Тюмени экспериментировали с разными составами: силиконовые выдерживали перепады, но давали усадку, акриловые стабильны, но боятся УФ-излучения. В итоге разработали гибридный вариант для северных регионов — дороже на 40%, но гарантия 15 лет вместо стандартных 7.
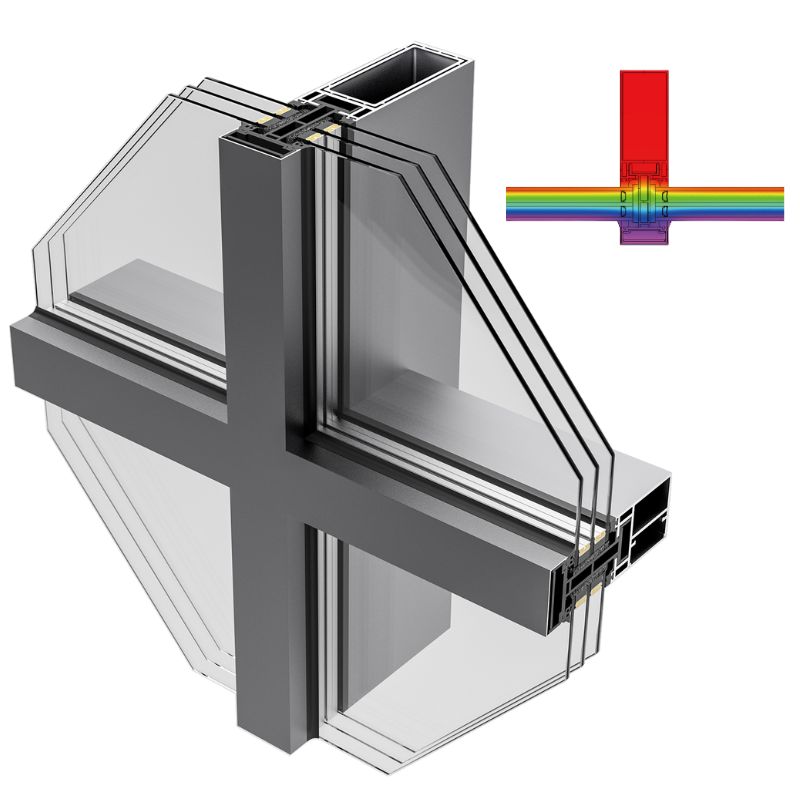
Армирование — тема для отдельного разговора. Российские монтажники часто игнорируют стальные вкладыши, считая их избыточными. А потом удивляются, когда под весом стеклопакета в 120 кг профиль деформируется и появляются щели. Мы в SINDRE даже сняли обучающий ролик с тепловизорной съемкой — наглядно показываем, как отсутствие армирования повышает теплопотери через импост на 60%.
Крепеж — мелочь, которая рушит всю систему. Применение стандартных саморезов вместо термоизолирующих приводит к точечным промерзаниям. Заметил это на фасаде бизнес-центра в Москве — красивые витражные окна, а по периметру рамы иней. После анализа выяснилось, что монтажники использовали стальные крепления вместо полиамидных. Теперь в каждую поставку включаем комплект специализированного крепежа.
Заказчики часто требуют ?европейское качество по китайской цене?. Приходится объяснять, что профиль с низкой теплопроводностью не может стоить дешево — только сырье с нужными характеристиками добавляет 25-30% к себестоимости. Был случай, когда пытались заменить полиамидные вставки на ПВХ — формально теплопроводность схожа, но после 50 циклов заморозки пластик крошился.
Логистика — скрытый враг теплоизоляции. При транспортировке зимой профиль может получить микротрещины, которые проявятся только через сезон. Решили проблему спецтарой с терморегуляцией — удорожание на 15%, но сохраняем гарантийные обязательства. Особенно важно для поставок в Арктическую зону, где перепады с -50°C на улице до +20°C в цеху могут убить даже качественный материал.
Сертификация — не просто бумажка. Многие конкуренты получают сертификаты на отдельные компоненты, но не на всю систему. Мы в ООО ?Гуандун Синдин Новые материалы пошли другим путем — добровольно прошли сертификацию по EN 14024, хотя для российского рынка это необязательно. Дорого, зато можем участвовать в тендерах, где требуются международные стандарты.
Экспериментировали с нанокомпозитными покрытиями — идея была в создании дополнительного барьера для теплопотерь. На лабораторных образцах получалось снизить теплопроводность еще на 12%, но в серии возникли проблемы с адгезией. Пока отложили разработку — технология требует слишком дорогого оборудования.
Биметаллические решения выглядели перспективно — алюминий снаружи, композит внутри. Но на испытаниях в климатической камере выявили разный коэффициент расширения материалов. При -30°C появлялись зазоры в стыках. Вернулись к классическим схемам с полиамидными вставками — может, не так инновационно, зато надежно.
Цифровизация производства принесла неожиданные бонусы. Внедрили систему отслеживания каждого метра профиля — от экструдера до упаковки. Теперь можем точно сказать, на каком оборудовании произведена конкретная партия и какие настройки использовались. Это помогло сократить рекламации на 65% за последние два года.
Сейчас работаем над профилем с переменной геометрией камер — для разных климатических зон. В Сочи нужны одни параметры, в Норильске — другие. Пока сложно сбалансировать производственные процессы, но тестовые образцы для Краснодарского края уже показали на 18% лучшие результаты по сравнению со стандартными решениями. Дорабатываем технологию — если все получится, сможем предлагать действительно адаптивные системы вместо универсальных полумер.

.jpg)