-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда говорят про заводскую сборку алюминиевых окон, многие сразу представляют конвейер с роботами — но на деле даже на автоматизированных линиях ключевые узлы всё равно доводят вручную. Вот этот зазор между ожиданием и реальностью — моя постоянная головная боль уже десять лет.
Начну с банального: если думать, что сборка алюминиевых окон завод — это только штамповка профилей и сборка фурнитуры, то можно провалить проект на этапе монтажа. У нас был случай, когда заказчик привез партию окон для бизнес-центра, а монтажники не учли температурные зазоры — через полгода пошли трещины в стеклопакетах.
Настоящая заводская подготовка включает не только раскрой по чертежам, но и тестовую сборку хотя бы одного изделия из партии. Особенно для объектов с нестандартными проемами — там, где углы не 90 градусов или криволинейные элементы. Мы в таких случаях всегда делаем шаблон из МДФ, прежде чем резать алюминий.
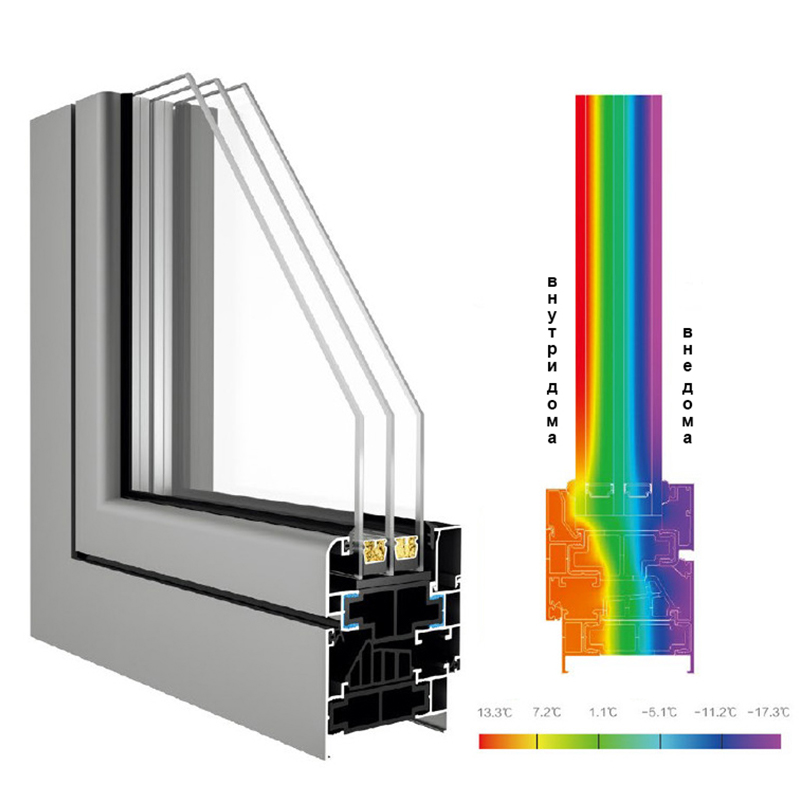
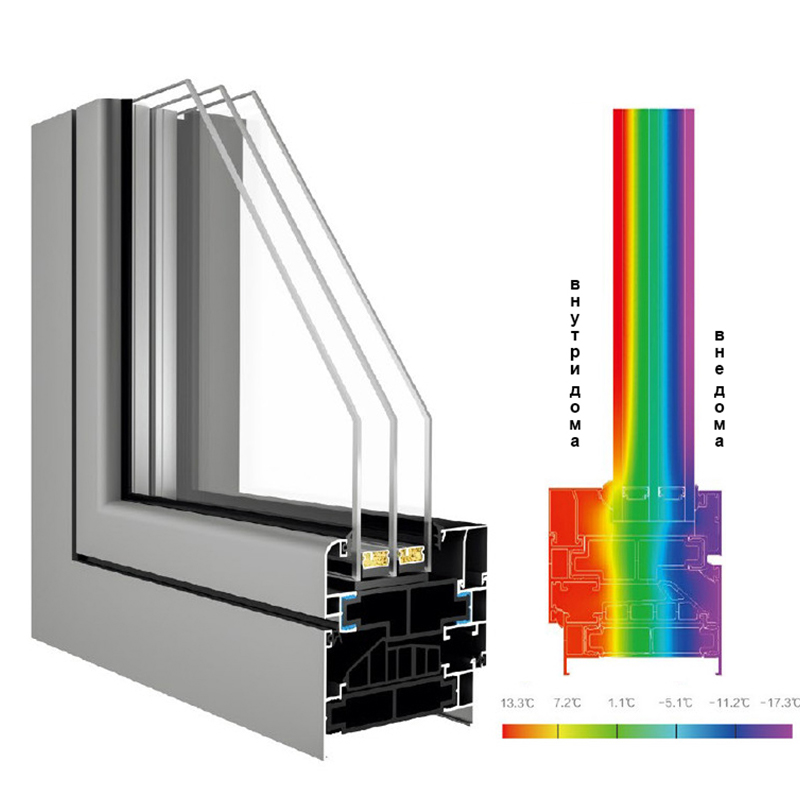
Кстати, про алюминиевых окон — многие до сих пор путают терморазрыв и обычный профиль. На одном объекте заказчик требовал ?самые тёплые окна?, но при этом выбрал холодный профиль без терморазрыва, потому что дешевле. Пришлось разводить руками — переубедить не удалось.
Сейчас основным партнером по профилю у нас является ООО Гуандун Синдин Новые материалы — их сайт https://www.sindrehitech.ru мы используем для проверки технических характеристик новых серий. Не реклама, а констатация: у них хорошая база по анодированным покрытиям, которые не выцветают за пять лет.
Но даже с проверенными поставщиками бывают сюрпризы. Как-то раз получили партию профиля с микротрещинами в покрытии — визуально не заметно, но после фрезеровки проявились дефекты. Хорошо, что успели остановить сборку до установки стеклопакетов.
Отсюда вывод: любой профиль, даже от завода с именем, нужно проверять на твёрдость и однородность структуры. Мы для этого используем портативный твердомер — не по ГОСТу, конечно, но для быстрой оценки хватает.
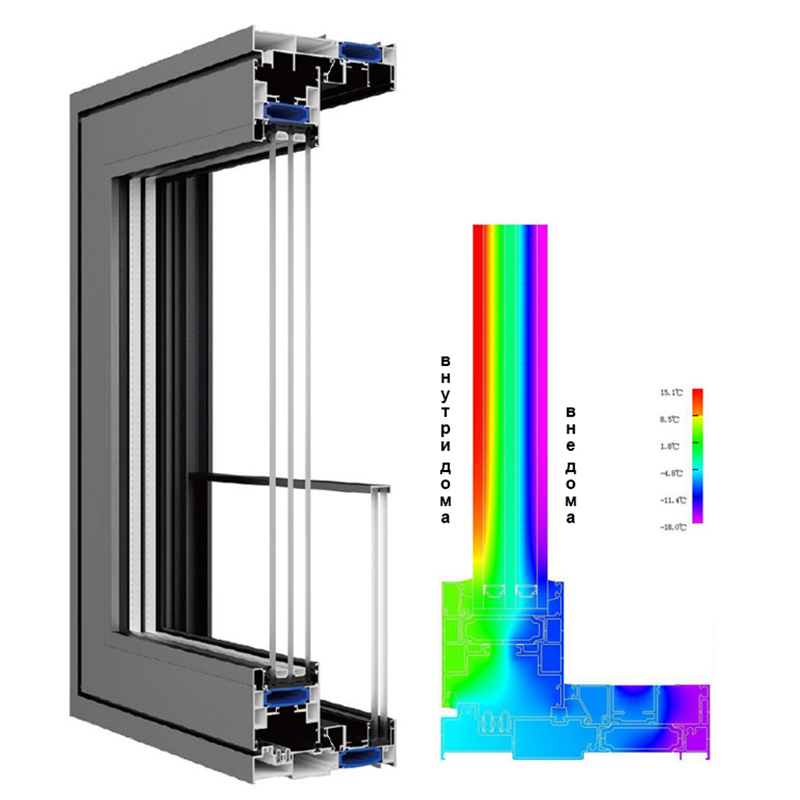
Самое сложное в сборка алюминиевых окон — не сам профиль, а узлы примыкания створки к раме. Если здесь ошибиться на миллиметр, получим либо сквозняк, либо затирание уплотнителя. В прошлом месяце как раз переделывали балконную группу — монтажники не отрегулировали прижим створки, и зимой появился лёд на внутренней стороне рамы.
Ещё частый косяк — неправильная установка ответных планок фурнитуры. Кажется, мелочь, но именно из-за этого створка начинает провисать через полгода эксплуатации. Особенно критично для окон высотой больше двух метров.
Кстати, про фурнитуру — мы перепробовали штифты от трёх производителей, прежде чем остановились на австрийских. Немецкие, как ни странно, оказались слишком ?мягкими? для нашего климата.
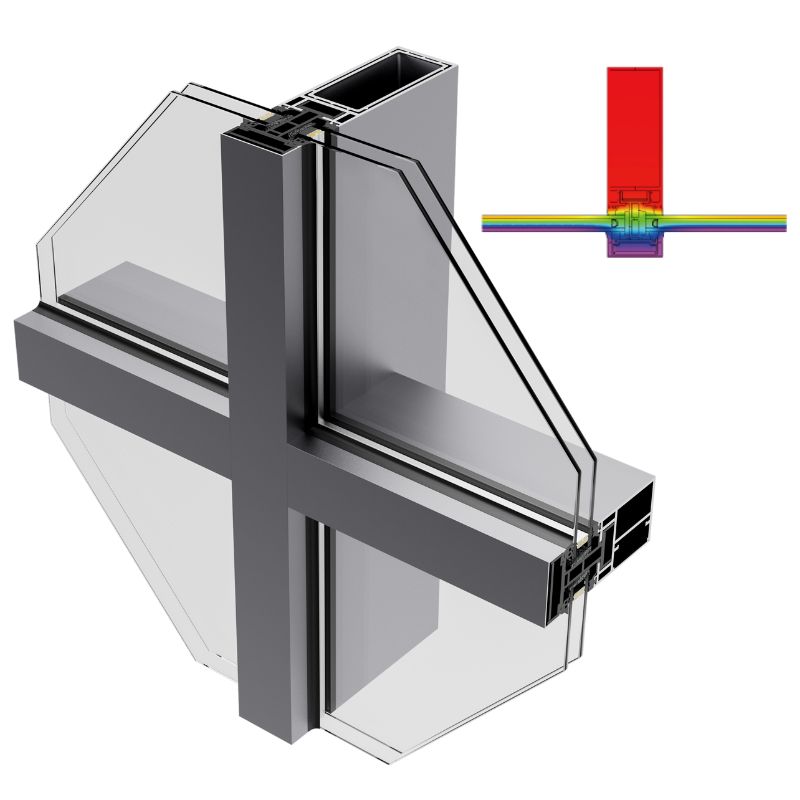
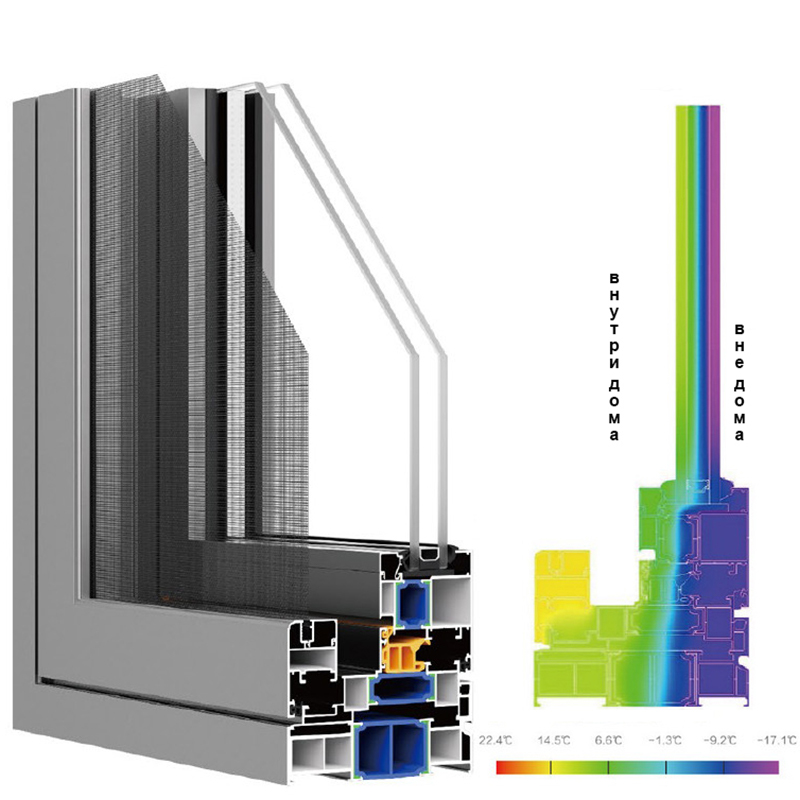
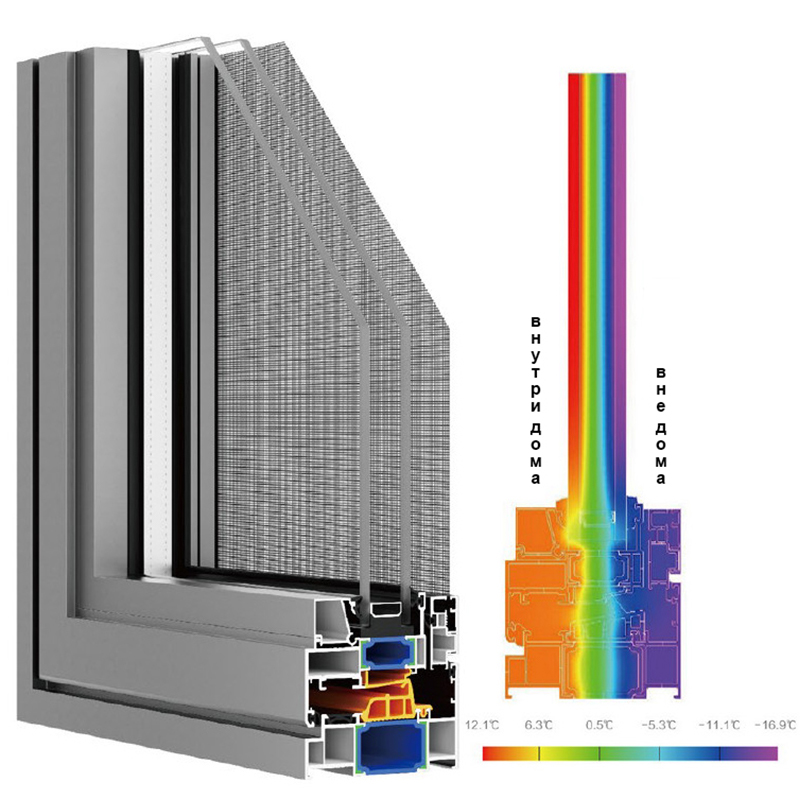
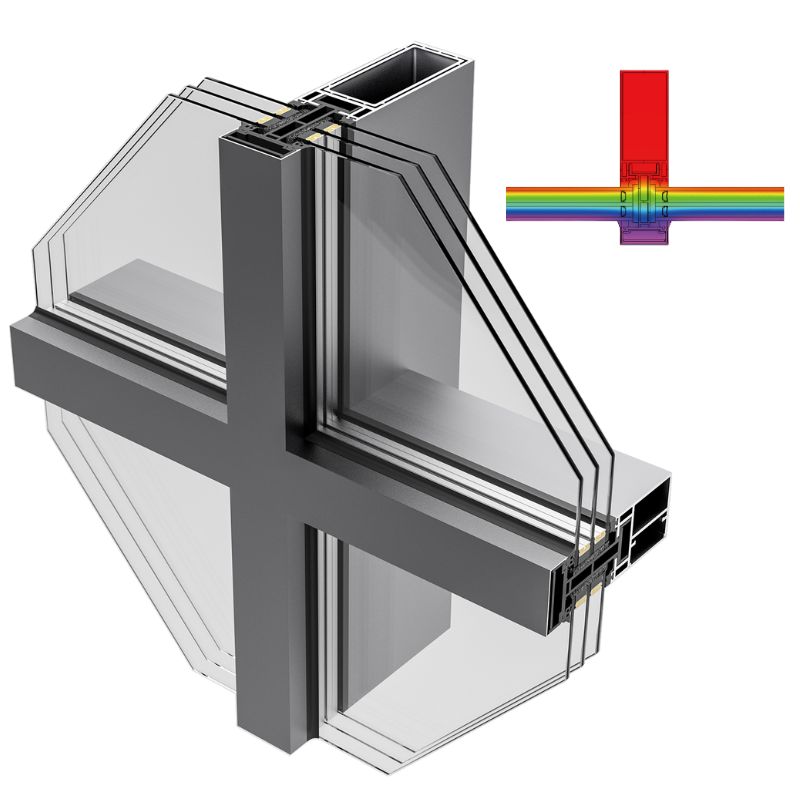
В описании SINDRE компания с ограниченной ответственностью новые материалы и технологии упоминаются энергосберегающие решения — это как раз про заполнение камер термовставками. Но многие забывают, что даже с лучшими вставками можно потерять тепло через стык стеклопакета с рамой.
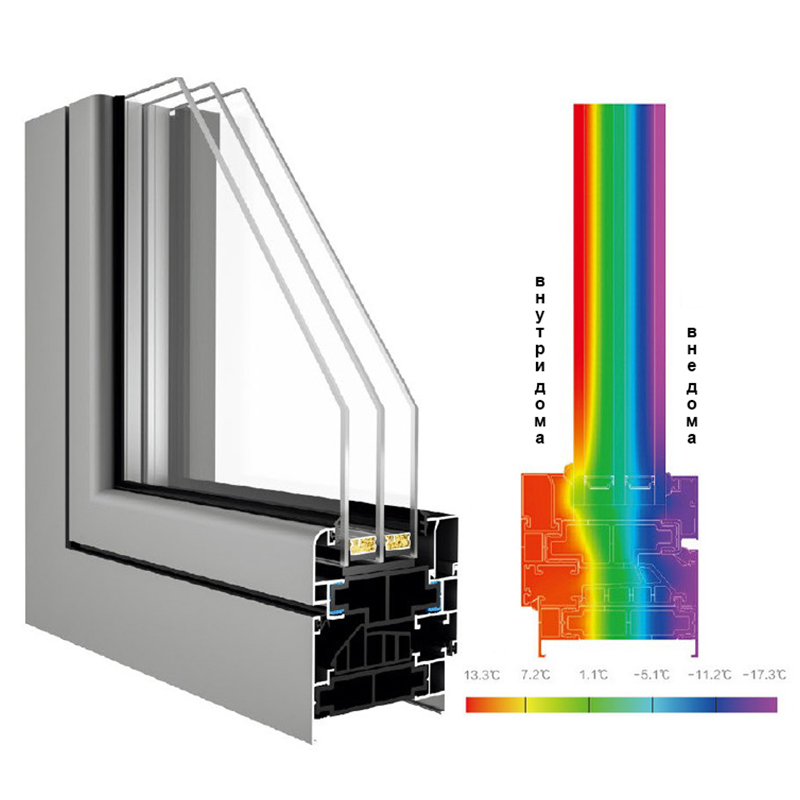
Мы для тестов собирали два одинаковых окна — одно с обычным двухкамерным стеклопакетом, другое с i-стеклом и аргоном. Разница в теплоотдаче оказалась около 15%, но только при правильной установке дистанционных рамок. Если рамки сместить — вся экономия насмарку.
Кстати, про аргон — его наличие часто становится предметом спекуляций. Проверить наличие газа в стеклопакете без оборудования почти невозможно, поэтому мы всегда просим поставщиков прикладывать протоколы заводских испытаний.
В прошлом году делали остекление для бассейна — там кроме теплосбережения нужна была защита от конденсата. Пришлось комбинировать профиль с подогревом по периметру и специальные дренажные клапаны. Кстати, для таких проектов как раз полезны решения от передовой поставщик крупномасштабных решений для энергосберегающих дверей, окон и навесных стен — у них есть готовые расчёты для влажных помещений.
А вот с фасадным остеклением вышла незадача — не учли ветровую нагрузку на высоте 50 метров. После урагана два стеклопакета треснули, хотя рамы устояли. Теперь всегда запрашиваем ветровые расчёты у проектировщиков, даже если объект вроде бы в спокойной зоне.
Мелочь, но важная: для высотных работ мы дополнительно усиливаем углы рамы стальными вкладышами — это не по ГОСТу, но на практике предотвращает деформацию при подъёме.
Если резюмировать — сборка алюминиевых окон заводского уровня это не про идеальный конвейер, а про контроль на каждом этапе. От резки профиля до упаковки. Мы, например, всегда сохраняем фотоотчёты по сложным узлам — потом проще искать причину, если что-то пошло не так.
Сейчас многие гонятся за скоростью сборки, но мы сознательно замедлили процесс на 10% — чтобы мастера успевали проверять геометрию рамы после каждого этапа. Результат — брак упал с 3% до 0.7% за полгода.
И да — никакая автоматизация не заменит опытного сборщика, который на слух определяет проблему в фурнитуре. Таких у нас двое на весь цех, и они дороже золота.