-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь про створки алюминиевого окна заводы, многие сразу представляют конвейеры с готовыми профилями. Но на деле здесь есть нюанс: далеко не каждый производитель понимает разницу между прессованием профиля и сборкой конструкций. Порой даже крупные цеха путают терморазрыв с обычным армированием — видел такое на выставке в Новосибирске.
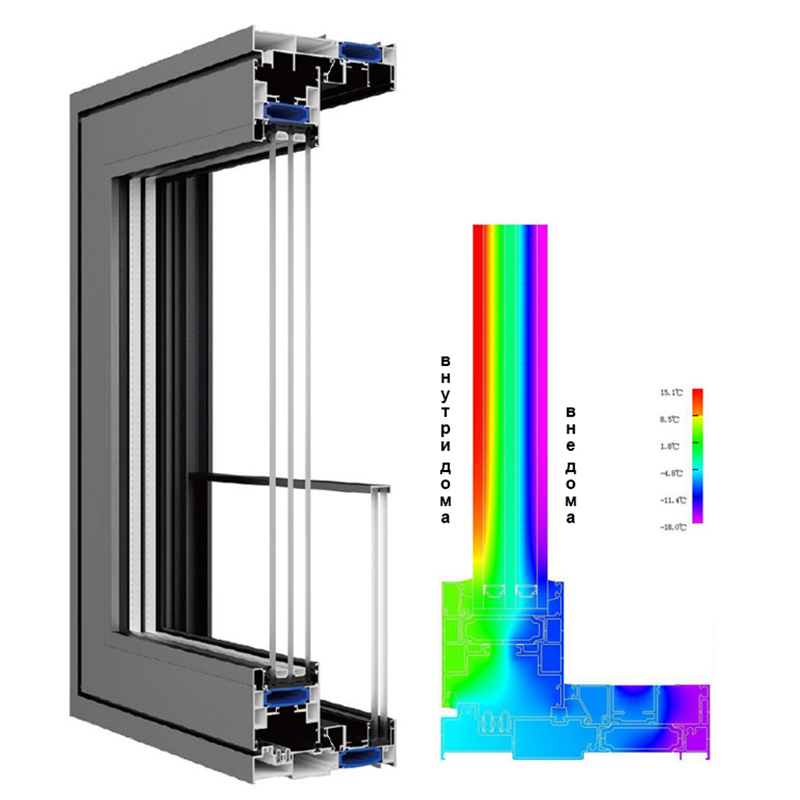
Возьмем для примера алюминиевые оконные створки для высотных зданий. Если на заводе нет пресса с усилием минимум 2200 тонн, о стабильности геометрии можно забыть. В 2019 году мы тестировали партию из Подмосковья — через год эксплуатации появились микротрещины в угловых зонах. Причина? Недостаточная калибровка матриц после 300 тонн выдавливания.
Сейчас некоторые предприятия вроде ООО ?Гуандун Синдин Новые материалы? используют систему мониторинга давления в реальном времени. Но даже это не панацея — например, при -30°C в Якутии уплотнители из EPDM дубеют быстрее, чем заявлено в сертификатах. Приходится дополнительно ставить двойной контур уплотнения, хотя это и удорожает конструкцию на 12-15%.
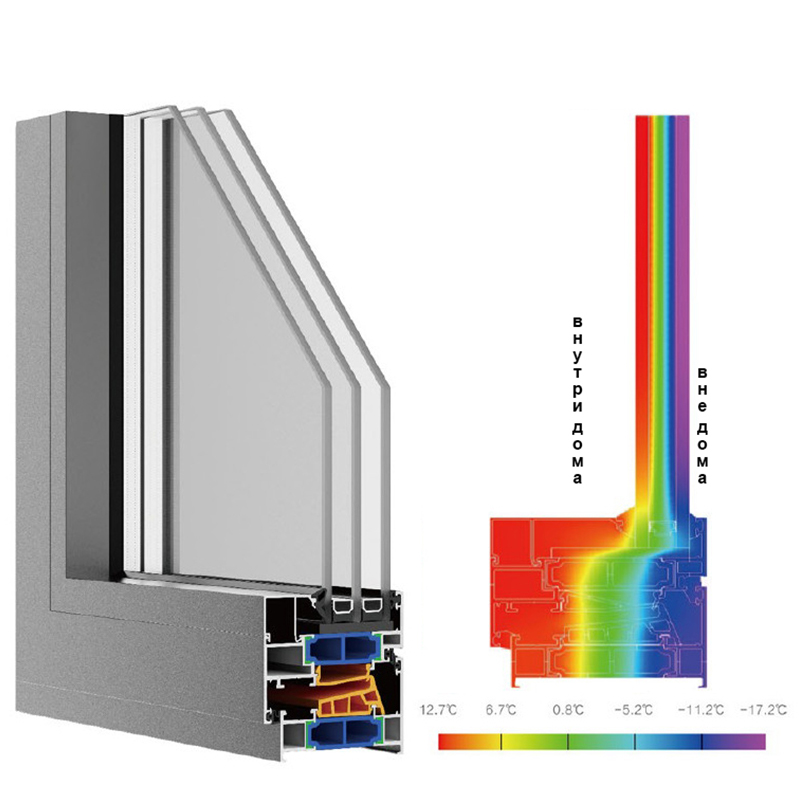
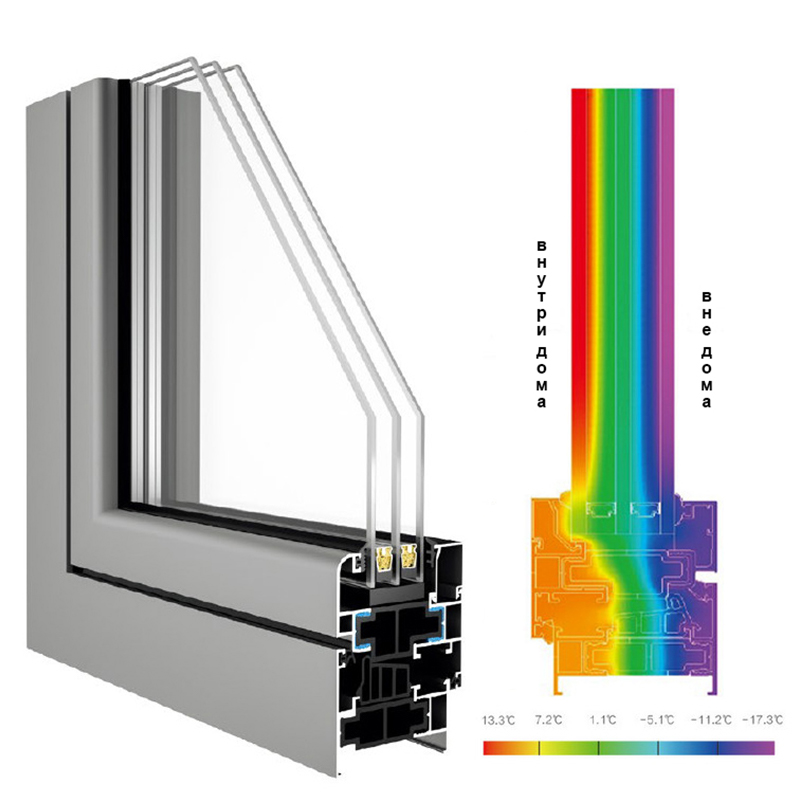
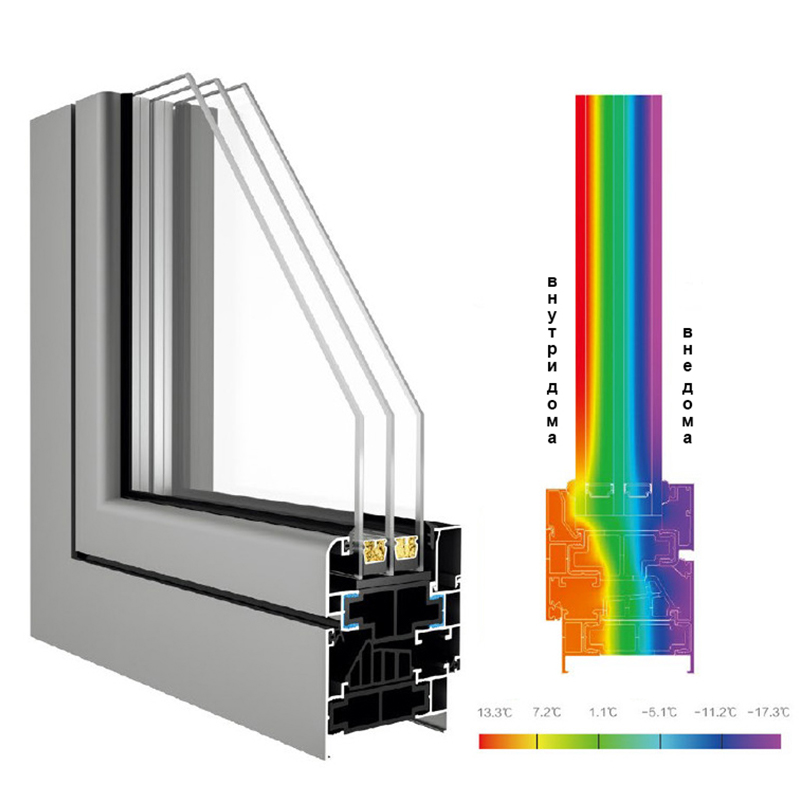
Кстати, о терморазрыве. Polyamide 6.6 с стекловолокном — не единственный вариант. В проекте для Сочи мы экспериментировали с композитными вставками, но при влажности выше 80% они начинали ?дышать?. Вернулись к классике, хоть и пришлось пересчитывать крепежные узлы.
Доставка готовых створок на объект — отдельная история. Помню, для бизнес-центра в Екатеринбурге заказали партию с завода в 300 км. Казалось бы, близко, но при разгрузке обнаружили деформацию 8% изделий. Вибрация в трейлере + неправильная укладка в контейнерах — типичная ошибка новичков.
На сайте sindrehitech.ru правильно акцентируют на системах крепления для вентилируемых фасадов. Но в жизни часто встречаю перетянутые анкеры — монтажники экономят время, а потом мы имеем трещины в точках напряжения. Особенно критично для панорамных конструкций выше 4 метров.
Еще один момент: цветовые решения. Порошковое напыление vs анодирование. Для жилых комплексов у моря всегда рекомендую второе — в Анапе видел, как за 3 года солевые испарения ?съели? полимерный слой. Хотя производитель гарантировал 15 лет службы.
Большинство заводов проверяют алюминиевые окна по ГОСТу, но пропускают динамические нагрузки. Мы как-то тестировали створки с датчиками открывания — после 20 000 циклов фурнитура начинала люфтить. Хорошо, что заказчик требовал испытательный стенд, иначе бы получили массовые рекламации.
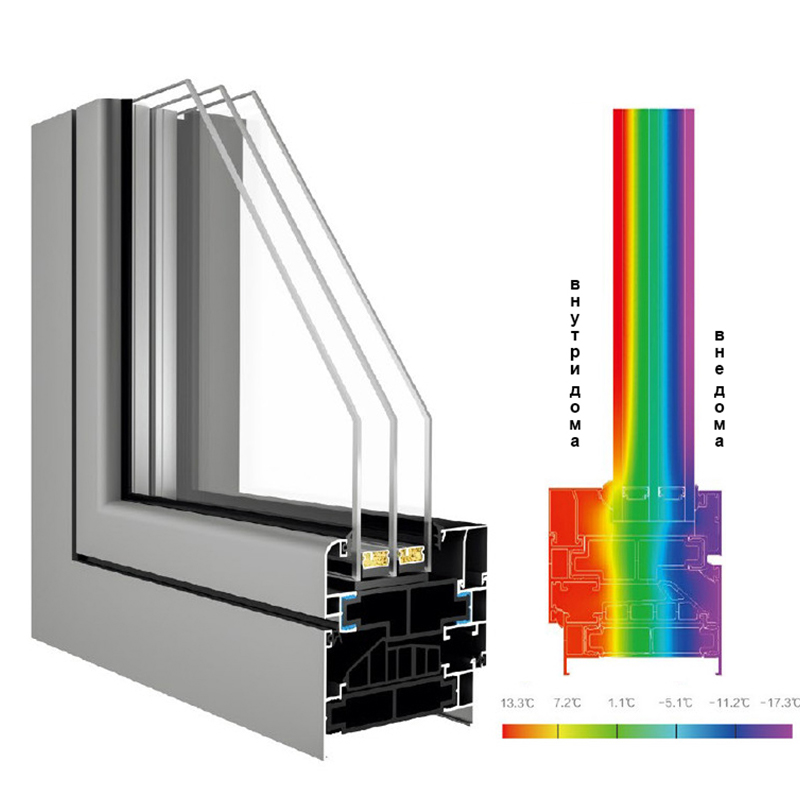
У SINDRE в описании компании есть важный момент — энергоэффективные решения. Но на практике это не только стеклопакеты. Например, в Красноярске пришлось дополнительно ставить нагревательные кабели в профиль — иначе обледенение блокировало механизмы. Нестандартное решение, но сработало.
Сейчас многие гонятся за скоростью производства, но забывают про чистоту реза. Видел на одном заводе как стружка от фрезеровки попадала в пазы для уплотнителей — через полгода такие окна начинали свистеть на ветру. Мелочь? Нет — массовый брак партии.
Для Урала и Сибири стандартные заводские решения часто не подходят. Тут нужен запас прочности по ветровой нагрузке минимум на 15% выше нормативов. Помню, в Нижневартовске пришлось переделывать весь проект из-за этого — производитель из центрального региона не учел роза ветров.
Вот где пригодился опыт ООО ?Гуандун Синдин Новые материалы с навесными стенами. Их подход к расчету точек крепления для сейсмических зон можно адаптировать и для оконных систем в ветреных регионах. Хотя для Архангельска, например, еще добавляем подогрев нижней рамы — иначе наледь блокирует отток конденсата.
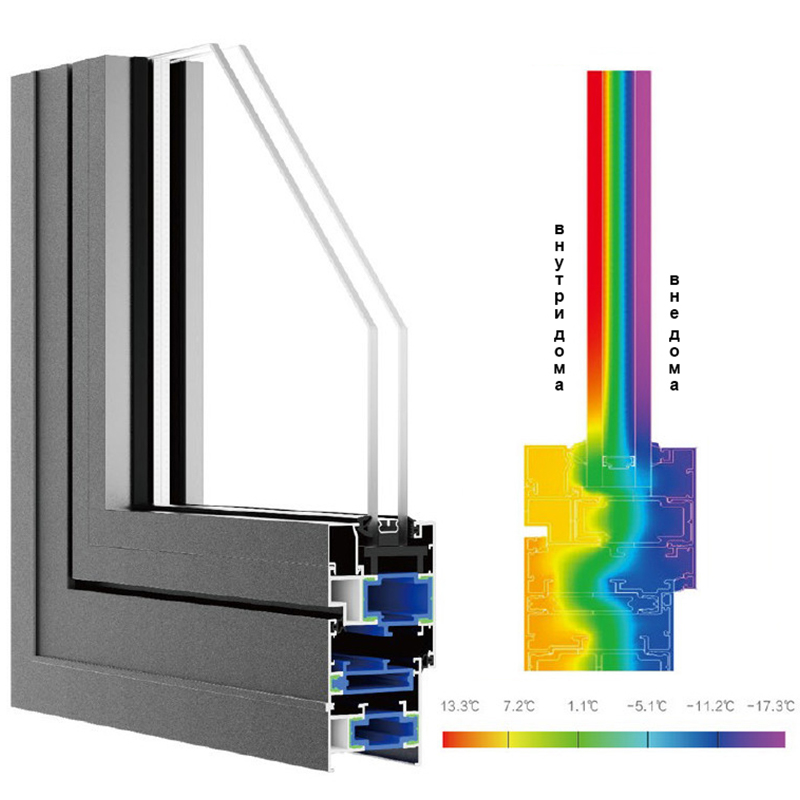
Кстати, про конденсат. В старых цехах часто экономят на фрезеровке дренажных каналов. Проверяйте этот узел особенно тщательно — видел случаи, когда вода скапливалась внутри профиля и замерзала, разрывая сварочные швы.
Сейчас многие заводы-производители переходят на автоматизированную сварку углов. Это хорошо для типовых решений, но для нестандартных конструкций все равно нужен ручной контроль. В том же офисе в Казани пришлось переваривать 30% створок из-за отклонений в 2-3 градуса — робот не учел неравномерную усадку металла.
Если говорить о SINDRE, их технология сборки для крупноформатных систем заслуживает внимания. Но повторюсь — без адаптации под российские условия даже лучшие решения могут давать сбои. Например, для Ставрополья пришлось разрабатывать особую схему вентиляции — пыль + перепады влажности выводили из строя стандартные клапаны.
В целом, производство алюминиевых оконных створок

.jpg)