-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

Когда слышишь 'теплый алюминий заводы', первое что приходит в голову — линии по производству профилей с терморазрывом. Но на деле, большинство даже не представляет, что ключевой вызов не в самом прессе, а в синхронизации участков закалки и нанесения покрытий. Помню, как на одном из подмосковных объектов пришлось переделывать всю партию из-за несогласованности ТУ между цехами.
Вот смотрите: многие думают что главное — купить немецкий пресс для терморазрыва. А на практике 70% брака возникает на этапе подготовки поверхности перед напылением. Мы в 2019 году с теплый алюминий столкнулись с классической проблемой — полиамидные вставки меняли геометрию после покраски. Пришлось разрабатывать собственный протокол кондиционирования материала.
Особенно критичен контроль влажности в цеху. Как-то зимой в цеху под Челябинском из-за перепадов температуры получили партию с микротрещинами в полимерном покрытии. Пришлось устанавливать дополнительные климатические завесы — казалось бы мелочь, но без этого заводы просто не могут гарантировать стабильность.
Сейчас вот анализируем опыт ООО Гуандун Синдин Новые материалы — у них в описании технологий как раз акцент на предварительной камерной выдержке профилей. Это тот нюанс, который отличает кустарное производство от промышленного.
Допустим, берем линию анодирования. Можно купить китайский вариант за 15 млн или немецкий за 45. Но если бюджет ограничен — лучше сэкономить на системе транспортировки, но не на системе очистки поверхности. Проверено на трех проектах: экономия на подготовке поверхности всегда выходит боком.
Кстати, про SINDRE — обратите внимание, они в своих решениях для фасадных систем используют шведские установки плазменной очистки. Это дорого, но зато исключает проблемы с адгезией в дальнейшем. Мы на своем опыте убедились — такой подход окупается за 2-3 года за счет снижения рекламаций.
Еще момент: многие недооценивают роль калибровочных станков. При производстве теплый алюминий даже миллиметровые отклонения в геометрии приводят к проблемам с монтажом стеклопакетов. Пришлось разрабатывать систему промежуточного контроля после каждого технологического перехода.
В 2021 году пробовали внедрить систему лазерного контроля швов — казалось бы, прогрессивное решение. Но на практике оказалось, что при серийном производстве это дает прирост всего 3-4% к качеству, при этом удорожает линию на 20%. Отказались, вернулись к комбинированному методу визуального и тактильного контроля.
А вот удачный пример: на заводы в Подольске внедрили систему рекуперации тепла от печей полимеризации. Изначально скептически относились, но экономия на энергоносителях составила до 15% в месяц. Это тот случай, когда технологическая инновация дает прямой финансовый эффект.
Кстати, если изучать опыт https://www.sindrehitech.ru — там как раз видно грамотный баланс между автоматизацией и ручными операциями. Например, финальный контроль профилей все равно проводят визуально опытные мастера — никакая техника не заменит человеческий глаз.
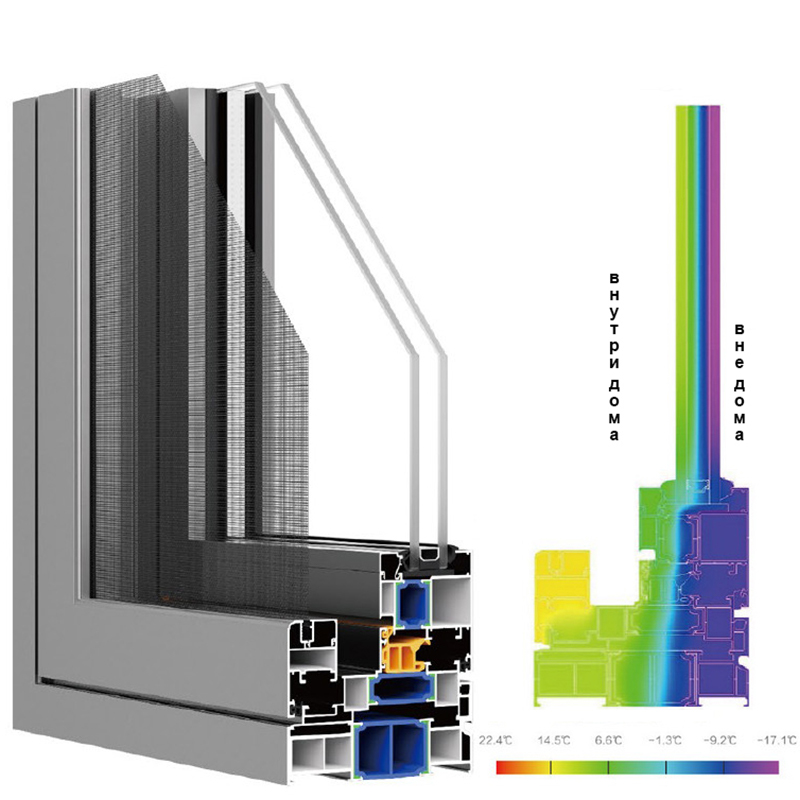
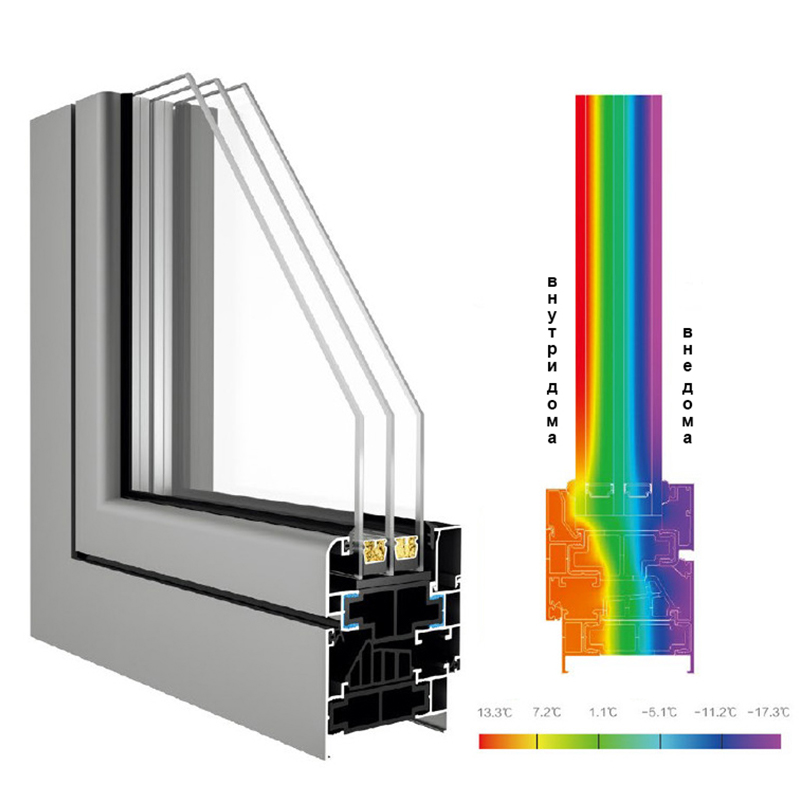
Многие забывают, что теплый алюминий для наших условий требует адаптации европейских технологий. Особенно в части морозостойкости полиамидных вставок — стандартные образцы при -40°С показывают снижение прочности на 15-20%.
Мы в свое время совместно с ООО Гуандун Синдин Новые материалы тестировали различные композитные наполнители. Выяснилось, что скандинавские решения хоть и дороже, но лучше подходят для Урала и Сибири. Хотя в центральном регионе можно обходиться и более бюджетными вариантами.
Еще важный момент — требования к шумоизоляции. В наших СНиПах они жестче, чем в европейских нормах. Поэтому при проектировании заводы нужно сразу закладывать дополнительные тесты на звукопоглощение.
Сейчас многие увлеклись 'умными' системами мониторинга производства. Но на практике для теплый алюминий критически важны всего 3-4 параметра, которые можно контролировать простыми датчиками. Не вижу смысла в сложных IoT-решениях за бешеные деньги.
А вот на что действительно стоит обратить внимание — это на системы предиктивной аналитики для прессового оборудования. Простой из-за поломки пресса обходится в 300-500 тысяч рублей в сутки. Здесь автоматизация оправдана полностью.
Если говорить о SINDRE компания с ограниченной ответственностью новые материалы и технологии, то их подход к энергосберегающим решениям как раз демонстрирует разумный баланс — не гонятся за модными трендами, а используют проверенные технологии с понятным экономическим эффектом.
Главный секрет производства теплый алюминий — не в оборудовании, а в синхронизации всех технологических цепочек. Можно иметь лучшие немецкие станки, но без грамотной организации процесса будет постоянный брак.
Еще один момент — человеческий фактор. Мы потратили два года на создание системы мотивации операторов, где премия зависит не от объема, а от качества. Результат — снижение рекламаций на 40%.
И последнее: изучая опыт передовых производителей вроде ООО Гуандун Синдин Новые материалы, понимаешь — успех определяется не отдельными технологиями, а культурой производства в целом. Мелочи вроде чистоты в цеху или системы сквозного учета часто важнее дорогого оборудования.