-
Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай
- SINDER-WINDOOR@yandex.com

Здание B4, промышленный парк Юнган, район Динху, город Чжаоцин, провинция Гуандун, Китай

2026-02-06
Китайские инновации в производстве алюминиевых профилей для дверей — это не просто про новые станки, а про полное переосмысление процесса: от сплава до монтажа. Многие до сих пор думают, что всё упирается в цену, но реальный прорыв — в адаптивности технологий под конкретные климатические и архитектурные задачи, где китайские производители стали задавать тон.
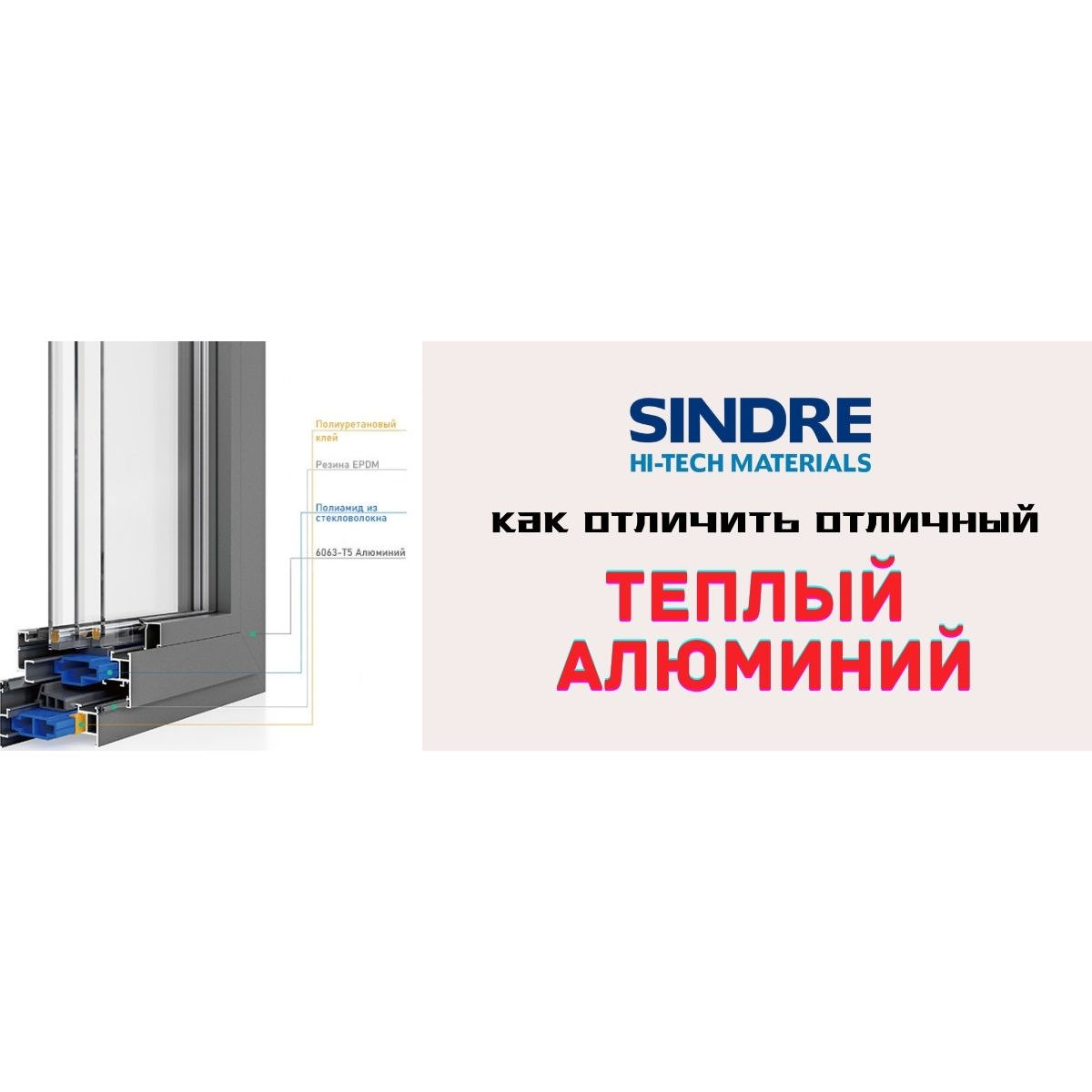
Когда говорят об инновациях, сразу вспоминают автоматические линии резки или новые прессы. Да, это важно. Но ключевой сдвиг, который я наблюдал последние пять лет, — это глубокая кастомизация самого алюминиевого сплава. Раньше был условно один тип сырья для всех дверей. Сейчас же, к примеру, для регионов с высокой влажностью и солевыми испарениями (приморские территории) разрабатываются сплавы с особыми присадками, которые замедляют коррозию в разы, даже без сверхтолстого анодного слоя. Это не рекламная уловка, а результат совместной работы металлургов и технологов на профильных заводах. Мы сами на проекте в Сочи сталкивались с проблемой преждевременного потускнения профиля у входной группы. Перешли на материал от поставщика, который как раз анонсировал такую морскую серию — проблема ушла, хотя изначально в спецификациях разница казалась несущественной.
Вторая точка роста — точность экструзии. Тут дело не столько в том, чтобы выдержать геометрию по ГОСТу, сколько в стабильности этой геометрии на протяжении всей партии в десятки тонн. Малейшие отклонения в температуре прессования или скорости выхода профиля из матрицы ведут к внутренним напряжениям. Потом, при фрезеровке пазов под фурнитуру для дверей, появляются микротрещины или увод отверстия. Китайские цеха, которые работают на экспорт в Европу, сейчас массово внедряют системы онлайн-мониторинга этих параметров с автоматической подстройкой. Это даёт ту самую предсказуемость, которая позволяет проектировщикам смелее работать с крупноформатными конструкциями.
И третий момент, который часто упускают из виду, — логистика инноваций. Внедрить новую матрицу для сложного многокамерного профиля — это полдела. Наладить такую поставку, чтобы партия в 5 тонн дошла до монтажников на объекте в срок и без деформаций, — задача не менее сложная. Здесь китайские компании отработали упаковку в жёсткие сотовые картоны с индивидуальными ячейками под каждый типоразмер. Казалось бы, мелочь. Но именно такие мелочи снижают процент брака на объекте с 2-3% до десятых долей, что для крупного заказа означает спасённые миллионы рублей.
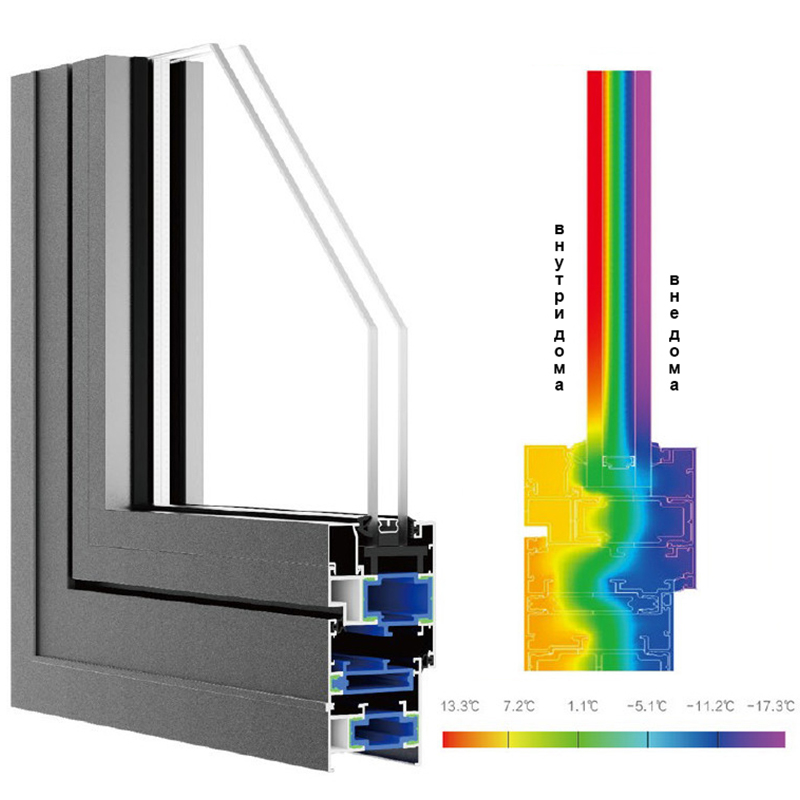
Тренд на энергосбережение сделал термовставку must-have. Но инновация ушла дальше простого использования полиамида. Сейчас в фокусе — форма самой термомосты и её интеграция с профильной системой. Старая схема: алюминиевый профиль, паз, в него впрессовывается грибок. Новая: разрабатывается цельная система, где камера для термовставки является неотъемлемой частью проектирования профиля, а не последующим дополнением. Это резко повышает прочность узла и его долговечность. Я видел тесты, где такой интегрированный узел показывал вдвое лучшее сопротивление на сдвиг при циклических перепадах температуры от -40 до +80.
Но есть и обратная сторона. Слишком сложная конфигурация камер (иногда их делают 6-7) для якобы лучшей теплоизоляции часто приводит к проблемам с конденсатом внутри профиля. Вода, которая неизбежно попадает внутрь через микрощели или при монтаже, не может эффективно выветриться и застаивается в этих карманах. Зимой — лёд, расширение, риски повреждения. Поэтому в инновационных системах сейчас обязательным элементом стала продуманная система дренажа и вентиляции скрытых полостей, что, опять же, закладывается на этапе проектирования экструзионной матрицы.
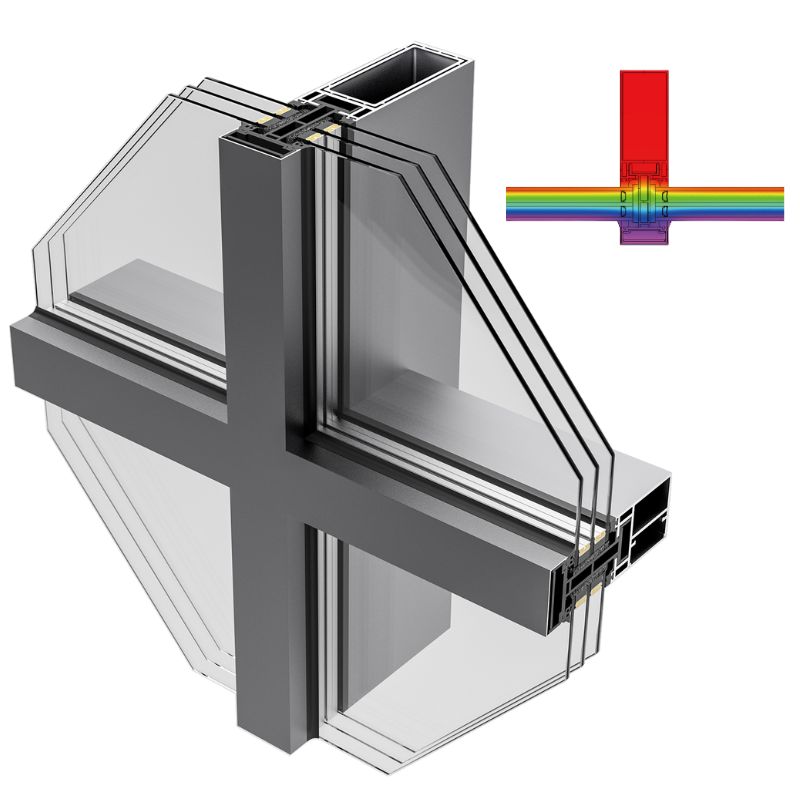
Здесь можно привести в пример подход компании ООО Гуандун Синдин Новые материалы (SINDRE). На их ресурсе sindrehitech.ru видно, что они позиционируют себя как поставщика комплексных решений, а не просто профиля. В их ассортименте видна связка: конкретный профиль — рекомендованная термовставка — схема дренажа и монтажный узел. Это и есть практическое воплощение инновации — не разрозненные детали, а система, где всё работает вместе. Их профили для навесных стен и крупноформатных дверей часто используют именно такой системный подход, что критично для высотного строительства.
Порошковая краска и анодирование — это уже классика. Инновации здесь движутся в сторону гибридных решений. Например, многослойное покрытие: сначала анодно-оксидный слой для адгезии и базовой защиты, затем слой порошковой полиэфирной краски, а сверху — прозрачный лак на основе PVDF. Такой бутерброд даёт и цветовое разнообразие, и устойчивость к ультрафиолету (краска не выцветает), и механическую прочность анодного слоя у основания. Но стоимость, конечно, выше.
На практике же часто возникает конфликт между желанием архитектора получить матовый шёлково-серый оттенок (очень модный последние годы) и технологическими ограничениями. Чистое матовое анодирование такого оттенка крайне капризно в эксплуатации, на нём видны каждое пятно. Инновация пришла со стороны окрашивания в массе: в алюминиевый сплав ещё до экструзии добавляют пигменты, получая однородный цвет по всей толщине металла. Затем профиль лишь слегка матируют. Получается тот самый глубокий матовый цвет, но гораздо более стойкий. Правда, технология дорогая и пока не массовая.
Сложность для производителей в том, чтобы убедить заказчика платить за эти инновации. Часто в тендерной документации пишут просто порошковое покрытие по RAL 9016, не вдаваясь в детали. А между тем, качество напыления, толщина слоя, предварительная подготовка поверхности (фосфатирование, хроматирование) — это 90% успеха. Мы как-то получили партию профиля с идеальным цветом, но через год на южном фасаде он покрылся мелкими пузырьками. Причина — экономия поставщиком на этапе обезжиривания. Визуально при приёмке это было не определить.
Самая большая головная боль для проектировщика — это нестыковка между пазом под фурнитуру в профиле и самой фурнитурой. Каждый производитель фурнитуры (Австрия, Германия) имеет свои стандарты. Китайские инновации здесь направлены на универсализацию и адаптацию. Вместо того чтобы лить профиль под один стандарт, передовые заводы разрабатывают системы с регулируемыми или комбинированными пазами. По сути, в один профиль можно без дополнительной фрезеровки установить петли и замки от разных брендов. Это огромное преимущество для монтажных компаний, которые работают с разными объектами и поставщиками.
Ещё один тренд — закладка в профиль силовых элементов прямо на этапе экструзии. Например, канал для установки противовзломной ригельной системы. Раньше это был прикручиваемый или вклеиваемый дополнительный металлический профиль внутри. Сейчас его могут формировать как часть основной конструкции, что повышает и надёжность, и скорость монтажа. Для дверей в коммерческих помещениях это стало почти стандартом.
Но и тут есть подводные камни. Увеличение количества внутренних полостей и сложность конфигурации профиля делают его почти невозможным для качественной очистки перед нанесением покрытия. На одном из наших объектов при вскрытии профиля после 3 лет эксплуатации внутри, в этих самых силовых каналах, обнаружились очаги коррозии. Влага попала через технологические отверстия и не высохла. Теперь при выборе системы мы всегда запрашиваем у поставщика, как организована защита этих скрытых полостей — есть ли там хотя бы грунтовочный слой.
Казалось бы, что может быть инновационного в заказе профиля? Оказывается, всё. Системы, подобные тем, что использует SINDRE (как видно по их сайту, они делают акцент на крупномасштабных и энергосберегающих решениях), позволяют заказчику не просто выбрать типовой профиль из каталога, а спроектировать свой, виртуально проверив его термо и прочностные характеристики. Загружаешь параметры: размеры, ветровую нагрузку региона, требуемое сопротивление теплопередаче — алгоритм предлагает оптимальную конфигурацию стенок, расположение рёбер жёсткости и тип термовставки.
Это сокращает время на проектирование и снижает риск ошибки. Для архитекторов, работающих с нестандартными формами — скруглёнными стенами, наклонными фасадами — такая возможность кастомизации на уровне производства профиля просто спасение. Раньше бы такие элементы делались вручную из стандартных заготовок, со всеми вытекающими рисками по герметичности и прочности.
Однако эта цифровизация требует от производителя совершенно другого уровня логистики и планирования. Невозможно держать на складе тысячи тонн всех возможных вариантов профиля. Поэтому выстраивается модель быстрого ответа: производственная линия перенастраивается под конкретный заказ за считанные часы. Это и есть высший пилотаж современных китайских производств алюминиевых профилей. Они соревнуются уже не в цене за тонну, а в скорости и гибкости предоставления технически сложного, персонализированного продукта. И в этом, пожалуй, и заключается главная инновация последнего десятилетия — переход от массового производства к умному, адаптивному изготовлению.